
[POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V17.00 P0 E1 W17.00 T1391635708 M17.00 I0 O0
# Post Name : MPFAN.pst
# Product : Mill
# Machine Name : Generic
# Control Name : Fanuc
# Description : Generic 4 Axis Mill Post
# 4-axis/Axis subs. : Yes
# 5-axis : No
# Subprograms : Yes
# Executable : MP 17.0
#
# WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO
# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.
#
# THIS POST REQUIRES A VALID 3 OR 4 AXIS MACHINE DEFINITION.
# YOU WILL RECEIVE AN ERROR MESSAGE IF MORE THAN ONE ROTARY AXIS IS DETECTED IN
# THE ACTIVE AXIS COMBINATION WITH READ_MD SET TO YES.
#
# Associated File List$
#
# Associated File List$
#
#region Revision log
# —————————————————————————
# Revision log:
# —————————————————————————
# CNC 06/09/05 — Initial post setup for Mastercam X
# CNC 10/06/05 — Changed parameter read for min_speed, modified pspindle, pprep$ and pset_mach
# — Modified pset_rot_label to use srot_y for horizontal machines
# — Added call to pset_mach in pq$ to set rotaxtyp$
# CNC 11/18/05 — Added psynclath with call to pset_mach to set rotaxtyp$, removed call from pq$
# CNC 02/03/06 — Added logic for high-speed toolpath tool inspection (see prapidout & plinout)
# CNC 06/26/06 — Initial post setup for Mastercam X2
# CNC 12/15/06 — Modified pset_mach for horizontal rotation when rotating about world Z axis.
# CNC 02/26/07 — Modified pwcs
# CNC 11/02/07 — Added prv_shftdrl$ = zero
# CNC 04/08/08 — X3 release — Removed check for write_ops
# CNC 01/26/09 — Initial post update for Mastercam X4
# CNC 04/15/09 — Added read_md switch to enable or disable setting rotary axis from Machine Definition
# CNC 05/06/09 — Modified pindxcalc to omit ctable check when rotary is not indexer
# CNC 06/09/09 — Updated MD parameters
# CNC 08/31/09 — Added check for read_md in pset_mach
# CNC 02/03/10 — Initial post update for Mastercam X5
# CNC 04/21/10 — Added Toolpath Transform Enhancements
# CNC 08/17/10 — Added fix for canned drill cycle incremental mode code output and Z output in incremental mode
# — Added fix for X coolant output
# — Added fix for MP line break pattern
# — Added fix for stock to leave output in tool table
# — Removed CD_VAR variables
# — Added axis sub direction logic
# CNC 08/23/10 — Added logic to handle axis sub with signed or shortest direction and rotation >= 360 degrees
# CNC 02/17/11 — Added three arctype$ initialization variables that are used for
# full arc and helix arc output, when CD is set to R or signed R
# CNC 05/20/11 — Initial post update for Mastercam X6
# CNC 05/23/11 — Modified pcoutrev to fix potential endless loop when processing axis sub
# CNC 09/01/11 — Modified pcoutrev to fix potential endless loop when processing axis sub for null tool change operation
# CNC 11/21/11 — Modified ptap$ and pmisc2$ logic. Post now uses switch (tap_feedtype) to control
# Feed per Unit (Inch/MM), or Feed per Revolution
# CNC 12/28/11 — Minor spacing change
# CNC 02/21/12 — Added support for CD option ‘Subprograms before / after main program’
# CNC 07/24/12 — X coolant ‘With’ — separated coolant ‘with’ logic from cantext ‘with’ logic to give
# more control over output location of X coolant ‘With’. See pcan1 and pcan1_cool
# CNC 10/16/12 — Initial post update for Mastercam X7
# CNC 04/23/13 — Revised logic for rotary lock / unlock (See use_rot_lock)
# CNC 02/06/14 — Initial post update for Mastercam X8
# CNC 05/09/14 — Added «Convert Rapid To Feed» code
#
#endregion
#region Features, notes
# —————————————————————————
# Features:
# —————————————————————————
# This post supports Generic Fanuc code for 3 and 4 axis milling.
# It is designed to support the features of Mastercam X Mill.
#
# NEW FEATURES FOR X:
# — Sub-program support
# Choose the location of subprogram output using the Control Definition options
# ‘Subprograms after main program’ or ‘Subprograms before main program’
# — Machine definition, control definition and toolpath group parameter read sections added.
# — Post sets rotary «switches» from MD and CD settings. Also sets min/max spindle speed,
# max feed rates and type of feed for rotary motion from MD and CD. Includes option for
# units/min and units/sec for inverse time feed rate.
# — Variable initialization with SET_BY_MD or SET_BY_CD are overwritten in this post by parameter or
# variable settings from MD or CD.
# — Support for rotary axis lock/unlock codes when in index mode (see use_rot_lock)
# — Support for signed rotary axis direction and M-code specified axis direction (see use_rotmcode)
# — Switch to force rotary output to index mode when tool plane positioning with a full rotary (see force_index)
# — Enhanced tool information — Added switch for tool comments only, tooltable in header with no tool
# comments at tool change or tooltable in header with tool comments at tool change (see tool_info)
# Tooltable output includes cutter compensation type and stock to leave information
# — Enhanced tool staging options — enable or disable in CD. Set stagetltype in post for output type:
# Do not stage 1st tool, stage 1st tool at last tool change or stage 1st tool at end of file (peof)
# — Supports X comments including machine name, group name and group comment output (see pcomment2)
# — Additional date, time and data path output options (see pheader)
# — Additional rigid tapping cycle (separate from original tapping cycle) and initial custom drill
# cycle support (see pmisc2$ and pdrlcst$)
# — Support for 10 additional canned text options for X
# — Decimal support for sequence number output (set «Increment sequence number» in CD to a decimal value
# for output. I.E. «Increment sequence number» = .5, «Start sequence number» = 10 : N10, N10.5, N11, N11.5, etc…)
# — Switch for output of M00 or M01 at tool change (3 position switch, off, M00, M01 — see prog_stop)
# — Support for seperate XY, XZ and YZ plane/arc variables (see Arc page in CD)
# — Support for X style coolant. Allows up to 10 different coolants to be turned on/off before, with, or after like
# canned text. Coolant output is handled by «coolant» variable and string selector for V9 style coolant,
# «coolantx» variable and string selector for X style coolant.
#
# —————————————————————————
# Misc. Values:
# —————————————————————————
# Integers:
#
# mi1 — Work coordinate system
# 0 = Reference return is generated and G92 with the
# X, Y and Z home positions at file head.
# 1 = Reference return is generated and G92 with the
# X, Y and Z home positions at each tool.
# 2 = WCS of G54, G55…. based on Mastercam settings.
#
# mi2 — Absolute or Incremental positioning at top level
# 0 = absolute
# 1 = incremental
#
# mi3 — Select G28 or G30 reference point return.
# 0 = G28, 1 = G30
#
# mi4 — mi10 (NOT USED)
#
# Reals:
#
# mr1 — mr10 (NOT USED)
#
# —————————————————————————
#Canned text:
# Entering cantext on a contour point from within Mastercam allows the
# following functions to enable/disable.
# Cantext value:
# 1 = Program Stop = output the «M00» stop code
# 2 = Optional Stop = output the «M01» optional stop code
# 3 = Block Delete on = turn on block delete codes in NC lines
# 4 = Block Delete off = turn off block delete codes in NC lines
#
# —————————————————————————
#Milling toolpaths (4 axis)
#Layout:
# The term «Reference View» refers to the coordinate system associated
# with the Top view (Alt-F9, the upper gnomon of the three displayed).
# Create the part drawing with the axis of rotation about the axis
# of the «Reference View» according to the setting you entered for
# ‘vmc’ (vertical or horizontal) and ‘rot_on_x’ (machine relative
# axis of rotation).
# vmc = 1 (vertical machine) uses the top toolplane as the base machine
# view.
# vmc = 0 (horizontal machine) uses the front toolplane as the base machine
# view.
# Relative to the machine matrix —
# Rotation zero position is on the Z axis for rotation on X axis.
# Rotation zero position is on the Z axis for rotation on Y axis.
# Rotation zero position is on the X axis for rotation on Z axis.
# The machine view rotated about the selected axis as a «single axis
# rotation» are the only legal views for 4 axis milling. Rotation
# direction around the part is positive in the CCW direction when
# viewed from the plus direction of the rotating axis. Set the variable
# ‘rot_ccw_pos’ to indicate the signed direction. Always set the work
# origin at the center of rotation.
#
#Toolplane Positioning:
# Create the Cplane and Tplane as the rotation of the machine view about
# the selected axis of rotation. The toolplane is used to calculate
# the position of the rotary axis. This is the default setting.
#
#3 Axis Rotary (Polar)
# Polar positioning is offered in Mastercam 3 axis toolpaths through the
# rotary axis options dialog. The selected toolpath is converted to angle
# and radius position. The axis of rotation is forced to zero.
#
#Axis substitution:
# Use the Rotary axis substitution by drawing the geometry flattened
# from the cylinder. The rotary axis button must be active for axis
# substitution information to be output to the NCI file. The radius of
# the rotary diameter is added to all the Z positions at output.
#
#Simultaneous 4 Axis (11 gcode):
# Full 4 axis toolpaths can be generated from various toolpaths under the
# ‘multi-axis’ selection (i.e. Rotary 4 axis). All 5 axis paths are
# converted to 4 axis paths where only the angle about the rotation axis
# is resolved.
#
#Drill:
# All drill methods are supported in the post. See Simultaneous 4 Axis.
#
# —————————————————————————
#Additional Notes:
# 1) G54 calls are generated where the work offset entry of 0 = G54,
# 1 = G55, etc.
# 2) Metric is applied from the NCI met_tool variable.
# 3) Incremental mode calculates motion from home position at toolchanges.
# The home position is used to define the last position of the tool
# for all toolchanges.
# 4) The variable ‘absinc’ is now pre-defined, set mi2 (Misc. Integer) for
# the ‘top level’ absolute/incremental program output. Subprograms are
# updated through the Mastercam dialog settings for sub-programs.
# 5) Always avoid machining to the center of rotation with rotary axis!
# 6) Transform subprograms are intended for use with G54.. workshifts.
#
# END_HEADER$
#
#endregion
#region Debugging and factory set program switches
# —————————————————————————
# Debugging and Factory Set Program Switches
# —————————————————————————
#Define Constants
m_one := -1
zero := 0
one := 1
two := 2
three := 3
four := 4
five := 5
c9k := 9999
bug4$ : 1 #Debug output with the tilde ‘~’.
#A value greater the zero applies the variable formatting with
#debug output (default is typically FS 1 but not a guarantee).
#A value of zero gets the value directly with NO formatting.
linktolvar$ : 0 #Associate X tolerance variables to V9- variable?
linkplnvar$ : 0 #Associate X plane specific variables to V9- variable?
skp_lead_flgs$ : 0 #Do NOT use v9 style contour flags
get_1004$ : 1 #Find gcode 1004 with getnextop?
rpd_typ_v7$ : 0 #Use Version 7 style contour flags/processing?
strtool_v7$ : 2 #Use Version 7+ toolname?
tlchng_aft$ : 2 #Delay call to toolchange until move line
cant_tlchng$ : 1 #Ignore cantext entry on move with tlchng_aft
newglobal$ : 1 #Error checking for global variables
getnextop$ : 1 #Build the next variable table
tooltable$ : 3 #Pre-read, call the pwrtt postblock
#endregion
#region General output settings
# —————————————————————————
# General Output Settings
# —————————————————————————
maxfeedpm : 500 #SET_BY_MD Limit for feed in inch/min
ltol_m : 0.05 #Length tolerance for arccheck, metric
vtol_m : 0.0025#System tolerance, metric
maxfeedpm_m : 10000 #SET_BY_MD Limit for feed in mm/min
force_wcs : yes$ #Force WCS output at every toolchange?
stagetool : 0 #SET_BY_CD 0 = Do not pre-stage tools, 1 = Stage tools
stagetltype : 1 #0 = Do not stage 1st tool
#1 = Stage 1st tool at last tool change
#2 = Stage 1st tool at end of file (peof)
use_gear : 0 #Output gear selection code, 0=no, 1=yes
min_speed : 50 #SET_BY_MD Minimum spindle speed
progname$ : 1 #Use uppercase for program name (sprogname)
prog_stop : 1 #Program stop at toolchange: 0=None, 1=M01, 2 = M00
tool_info : 2 #Output tooltable information?
#0 = Off — Do not output any tool comments or tooltable
#1 = Tool comments only
#2 = Tooltable in header — no tool comments at T/C
#3 = Tooltable in header — with tool comments at T/C
tlchg_home : no$ #Zero return X and Y axis prior to tool change?
# The following three initializations are used for full arc and helix arc output when the CD
# is set to output R or signed R for arcs
arctype$ : 2 #Arc center type XY plane 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.
arctypexz$ : 2 #Arc center type XZ plane 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.
arctypeyz$ : 2 #Arc center type YZ plane 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.
#endregion
#region Rotary axis settings
# —————————————————————————
# Rotary Axis Settings
# —————————————————————————
read_md : no$ #Set rotary axis switches by reading Machine Definition?
vmc : 1 #SET_BY_MD 0 = Horizontal Machine, 1 = Vertical Mill
rot_on_x : 1 #SET_BY_MD Default Rotary Axis Orientation
#0 = Off, 1 = About X, 2 = About Y, 3 = About Z
rot_ccw_pos : 0 #SET_BY_MD Axis signed dir, 0 = CW positive, 1 = CCW positive
index : 0 #SET_BY_MD Use index positioning, 0 = Full Rotary, 1 = Index only
ctable : 5 #SET_BY_MD Degrees for each index step with indexing spindle
use_frinv : no$ #SET_BY_CD Use Inverse Time Feedrates in 4 Axis, (0 = no, 1 = yes)
maxfrdeg : 2000 #SET_BY_MD Limit for feed in deg/min
maxfrinv : 999.99#SET_BY_MD Limit for feed inverse time
maxfrinv_m : 99.99 #SET_BY_MD Maximum feedrate — inverse time
frc_cinit : yes$ #Force C axis reset at toolchange
ctol : 225 #Tolerance in deg. before rev flag changes
ixtol : 0.01 #Tolerance in deg. for index error
frdegstp : 10 #Step limit for rotary feed in deg/min
rot_type : 1 #SET_BY_MD Rotary type — 0=signed continuous, 1=signed absolute, 2=shortest direction
force_index : no$ #Force rotary output to index mode when tool plane positioning with a full rotary
use_rotmcode : 0 #Output M-Code for Axis direction (sindx_mc)
#0 = Signed direction (only valid when rot_type = 1)
#1 = M-Code for direction
toolismetric : 0 #flag that tool is metric
tap_feedtype : 1 #0 = Units Per Minute (G94)
#1 = Units Per Revolution (G95)
#Rotary Axis Label options
use_md_rot_label : no$ #Use rotary axis label from machine def? — Leave set to ‘no’ until available
srot_x : «A» #Label applied to rotary axis movement — rotating about X axis — used when use_md_rot_label = no
srot_y : «B» #Label applied to rotary axis movement — rotating about Y axis — used when use_md_rot_label = no
srot_z : «C» #Label applied to rotary axis movement — rotating about Z axis — used when use_md_rot_label = no
sminus : «-» #Address for the rotary axis (signed motion)
#Axis locking
use_rot_lock : no$ #Use rotary axis lock/unlock codes
#endregion
#region Common user-defined variable initializations (not switches!)
# —————————————————————————
# Common User-defined Variable Initializations (not switches!)
# —————————————————————————
xia : 0 #Formatted absolute value for X incremental calculations
yia : 0 #Formatted absolute value for Y incremental calculations
zia : 0 #Formatted absolute value for Z incremental calculations
cia : 0 #Formatted absolute value for C incremental calculations
cuttype : 0 #Cut type flag
#0 = Tool Plane, 1 = Axis Subs, 2 = Polar, 3 = 4/5 axis
bld : 0 #Block delete active
result : 0 #Return value for functions
sav_spc : 0 #Save spaces
sav_gcode : 0 #Gcode saved
sav_absinc : 0 #Absolute/Incremental Saved Value
sav_coolant : 0 #Coolant saved
sav_frc_wcs : 0 #Force work offset flag saved
toolchng : 1 #On a toolchange flag
toolchng0 : 0 #On a null toolchange flag
spdir2 : 1 #Copy for safe spindle direction calculation
#Drill variables
drlgsel : -1 #Drill Select Initialize
drillref : 0 #Select drill reference
drlgcode : 0 #Save Gcode in drill
sav_dgcode : 0 #Drill gcode saved
#Subprogram variables
mr_rt_actv : 0 #Flag to indicate if G51/G68 is active
#0=Off, 1=Rotate initial, 2=G68 Subprogram call/start, 3=Mirror, Neg. enable restore
mr_rt_rst : 0 #Flag to restore abs/inc when G51/G68 is active
rt_csav : 0 #C saved value
end_sub_mny : 0 #Many tool setting captured at transform sub end
#Rotary/Index variables
csav : 0 #C saved value
prvcabs : 0 #Saved cabs from pe_inc_calc,
#Used for rotary feed and direction calculations
cdelta : 0 #Calculation for angle change
cdelta_calc : 0 #Rotation calculation
rev : 0 #Calculation for deg/min
sav_rev : 0 #Saved revolution counter
indx_out : c9k #Rotation direction calculation
fmt 16 indx_mc #Rotation direction calculation
rev_brkflag : 0 #Revolution break flag. 0 = No break, 1 = Break every 90 or 360 degrees (see pmotion_su)
rot_locked : 1 #Flag to track status of rotary lock (0=unlocked, 1=locked), (Not a switch — initialized to 1 to force unlock with first rotary move)
#Vector Constants for Rotatary Calculations
aaxisx : 1 #A axis rotation vector constant
aaxisy : 0 #A axis rotation vector constant
aaxisz : 0 #A axis rotation vector constant
baxisx : 0 #B axis rotation vector constant
baxisy : 1 #B axis rotation vector constant
baxisz : 0 #B axis rotation vector constant
caxisx : 0 #C axis rotation vector constant
caxisy : 0 #C axis rotation vector constant
caxisz : 1 #C axis rotation vector constant
#Feedrate calculation variables
frdelta : 0 #Calculation for deg/min
frinv : 0 #Feedrate inverse time
frdeg : 0 #Feedrate deg/min actual
prvfrdeg : 0 #Feedrate deg/min actual
ldelta : 0 #Calculation for deg/min, linear
cldelta : 0 #Calculation for deg/min, linear and rotary
circum : 0 #Calculation for deg/min
ipr_type : 0 #Feedrate for Rotary, 0 = UPM, 1 = DPM, 2 = Inverse
comp_type : 0 #Cutter compensation type — 0=computer, 1=control, 2=wear, 3=reverse wear, 4=off
subs_before : 0 #Flag to indicate whether subprograms are to be output before or after main program
first_sub : 1 #Flag used to suppress blank line before first sub that gets output with subs before main
#rotary_axis2 values are not consistent with rot_on_x values. Need to add 1 to rotary_axis2 to compare them.
rotary_axis2 : c9k #Rotary axis selected in Multiaxis Drill and Curve 5 Axis, 0=X, 1=Y, 2=Z
#Coolant variables for X style coolant
cant_pos : 0 #Read from current canned text (cant_pos1 — cant_pos20)
coolant_bin : 0 #Binary value for current coolant command
coolant_on : 0 #Binary value holding the sum of all coolants currently on
coolantx : 0 #Selector variable for coolant string selector
local_int : 0 #Local variable for output of coolant off commands
result2 : 0 #Return value for functions
suppress : 0 #Flag used to suppress redundant coolant on commands
all_cool_off : 0 #First coolant off command shuts off ALL coolant options
#Variables to capture parameter values — use to set post switches in pset_mach
rotaxerror : 0 #Error flag
rot_axis : 0 #Axis of rotation — 1=X, 2=Y, 3=Z
rot_dir : 0 #Rotary direction — CW is positive, 0 = false, 1 = true
rot_index : 0 #Index or continuous — 0 = continuous, 1 = index
rot_angle : 0 #Degrees for each index step with indexing spindle
rot_zero : 0 #Rotary zero degree position (NOT CURRENTLY IMPLEMENTED)
rot_ax_cnt : 0 #Rotary axis counter
component_type : 0 #Component type: (See documentation for complete list — )
#0 = MACHINE
#1 = STOCK_COMPONENT
#2 = MISC_COMPONENT
#3 = MACHINE_BASE_COMPONENT
#4 = LINEAR_AXIS_COMPONENT
#5 = ROTARY_AXIS_COMPONENT
#6 = RECT_TABLE_COMPONENT
#12 = CHUCK_COMPONENT
#24 = TOOL_SPINDLE_COMPONENT
#23 = ATC_COMPONENT
z_dir : 0 #Z Axis direction flag
axis_label : 0 #Axis label — 1=X,2=Y,3=Z
srot_label : «» #Rotary Axis label (Generally A, B or C)
sav_srot_label : «» #Store original rotary axis label (required for signed rotation output rot_type = 1)
sav_index : 0 #Store original index value
#endregion
#region String definitions for NC output
# —————————————————————————
#String and string selector definitions for NC output
# —————————————————————————
#Address string definitions
strm : «M»
strn : «N»
stro : «O»
strp : «P»
srad : «R»
srminus : «R-«
sblank : «»
#Cantext string definitions (spaces must be padded here)
sm00 : «M00»
sm01 : «M01»
strtextno : «»
strcantext : «»
#Transform mirror and rotate codes
strns_mir_on : «G51.1» #Programmable mirror image code
strns_mir_off : «G50.1» #Programmable mirror image cancel code
strns_rot_on : «G68» #Coordinate System Rotation
strns_rot_off : «G69» #Coordinate System Rotation Cancel
#Misc. string definitions
sopen_prn : «(» #String for open parenthesis «(»
sclose_prn : «)» #String for close parenthesis «)»
sdelimiter : «|» #String for delimiter
sg95 : «G95» #Feed per rotation
sm29 : «M29» #Rigid tapping preperation support function
sg80 : «G80» #Cancel canned drilling cycle
sg43 : «G43» #Tool length compensation
sg49 : «G49» #Tool length compensation cancel
sg92 : «G92» #Set work piece coordinate system
sm06 : «M6» #Toolchange
#endregion
#region Error messages
# —————————————————————————
# Error messages
# —————————————————————————
saxiserror : «WARNING — DEFINED AXIS OF ROTATION DOES NOT MATCH OPERATION’S AXIS OF ROTATION — OUTPUT MAY BE INVALID»
sindxerror : «WARNING — INDEX ANGLE DOES NOT MATCH POST SETTING (‘ctable’)»
stlorgerr : «ERROR — TOOL ORIGIN DOES NOT MATCH CENTER OF ROTATION IN POLAR MILLING»
shomeserror : «ERROR — WORK OFFSET USAGE DOES NOT SUPPORT TRANSFORM SUBPROGRAM»
sprgnerror : «ERROR — SUBPROGRAM NUMBER MATCHES THE MAIN PROGRAM NUMBER»
srotaxerror : «ERROR — MORE THAN 1 ROTARY AXIS DETECTED IN SELECTED AXIS COMBINATION — OUTPUT MAY BE INVALID»
#endregion
#region String select, lookup tables for NC output
# —————————————————————————
# General G and M Code String select tables
# —————————————————————————
# Motion G code selection
sg00 : «G0» #Rapid
sg01 : «G1» #Linear feed
sg02 : «G2» #Circular interpolation CW
sg03 : «G3» #Circular interpolation CCW
sg04 : «G4» #Dwell
sgcode : «» #Target string
fstrsel sg00 gcode$ sgcode 5 -1
# —————————————————————————
# Select work plane G code
sg17 : «G17» #XY plane code
sg19 : «G19» #YZ plane code
sg18 : «G18» #XZ plane code
sgplane : «» #Target string
fstrsel sg17 plane$ sgplane 3 -1
# —————————————————————————
#Select english/metric code
sg20 : «G20» #Inch code
sg21 : «G21» #Metric code
smetric : «» #Target string
fstrsel sg20 met_tool$ smetric 2 -1
# —————————————————————————
#Select reference return code
sg28 : «G28» #First reference point return
sg30 : «G30» #Second reference point return
sg28ref : «» #Target string
fstrsel sg28 mi3$ sg28ref 2 -1
# —————————————————————————
# Cutter compensation G code selection
scc0 : «G40» #Cancel cutter compensation
scc1 : «G41» #Cutter compensation left
scc2 : «G42» #Cutter compensation right
sccomp : «» #Target string
fstrsel scc0 cc_pos$ sccomp 3 -1
# —————————————————————————
# Canned drill cycle string select
sg81 : «G81» #drill — no dwell
sg81d : «G82» #drill — with dwell
sg83 : «G83» #peck drill — no dwell
sg83d : «G83» #peck drill — with dwell
sg73 : «G73» #chip break — no dwell
sg73d : «G73» #chip break — with dwell
sg84 : «G84» #tap — right hand
sg84d : «G74» #tap — left hand
sg85 : «G85» #bore #1 — no dwell
sg85d : «G89» #bore #1 — with dwell
sg86 : «G86» #bore #2 — no dwell
sg86d : «G86» #bore #2 — with dwell
sgm1 : «G76» #fine bore — no dwell
sgm1d : «G76» #fine bore — with dwell
sgm2 : «G84» #rigid tap — right hand
sgm2d : «G74» #rigid tap — left hand
sgdrill : «» #Target string
fstrsel sg81 drlgsel sgdrill 16 -1
# —————————————————————————
# Select incremental or absolute G code
sg90 : «G90» #Absolute code
sg91 : «G91» #Incremental code
sgabsinc : «» #Target string
fstrsel sg90 absinc$ sgabsinc 2 -1
# —————————————————————————
# Feed mode G code selection
sg94 : «G94» #UPM
sg94d : «G94» #DPM, See pfcalc_deg if you use another gcode
sg93 : «G93» #Inverse
sgfeed : «» #Target string
fstrsel sg94 ipr_type sgfeed 3 -1
# —————————————————————————
#Canned drill cycle reference height
sg98 : «G98» #Reference at initht
sg99 : «G99» #Reference at refht
sgdrlref : «» #Target string
fstrsel sg98 drillref sgdrlref 2 -1
# —————————————————————————
# Generate string for spindle
sm04 : «M4» #Spindle reverse
sm05 : «M5» #Spindle off
sm03 : «M3» #Spindle forward
spindle : «» #Target string
fstrsel sm04 spdir2 spindle 3 -1
# —————————————————————————
# Coolant M code selection for V9 style coolant
# Note: To enable V9 style coolant, click on the General Machine Parameters icon
# in the Machine Definition Manager, Coolant tab, enable first check box
# Output of V9 style coolant commands in this post is controlled by scoolant
sm09 : «M9» #Coolant Off
sm08 : «M8» #Coolant Flood
sm08_1 : «M8» #Coolant Mist
sm08_2 : «M8» #Coolant Tool
scoolant : «» #Target string
fstrsel sm09 coolant$ scoolant 4 -1
# —————————————————————————
# Coolant output code selection for X style coolant
# Note: To enable X style coolant, click on the General Machine Parameters icon
# in the Machine Definition Manager, Coolant tab, disable first check box
# Output of X style coolant commands in this post is controlled by pcan, pcan1, & pcan2
scool50 : «M8» #Coolant 1 on value
scool51 : «M9» #Coolant 1 off value
scool52 : «M7» #Coolant 2 on value
scool53 : «M9» #Coolant 2 off value
scool54 : «M88» #Coolant 3 on value
scool55 : «M89» #Coolant 3 off value
scool56 : «M8(Coolant4=ON)» #Coolant 4 on value
scool57 : «M9(Coolant4=OFF)» #Coolant 4 off value
scool58 : «M8(Coolant5=ON)» #Coolant 5 on value
scool59 : «M9(Coolant5=OFF)» #Coolant 5 off value
scool60 : «M8(Coolant6=ON)» #Coolant 6 on value
scool61 : «M9(Coolant6=OFF)» #Coolant 6 off value
scool62 : «M8(Coolant7=ON)» #Coolant 7 on value
scool63 : «M9(Coolant7=OFF)» #Coolant 7 off value
scool64 : «M8(Coolant8=ON)» #Coolant 8 on value
scool65 : «M9(Coolant8=OFF)» #Coolant 8 off value
scool66 : «M8(Coolant9=ON)» #Coolant 9 on value
scool67 : «M9(Coolant9=OFF)» #Coolant 9 off value
scool68 : «M8(Coolant10=ON)» #Coolant 10 on value
scool69 : «M9(Coolant10=OFF)» #Coolant 10 off value
scoolantx : «» #Target string
fstrsel scool50 coolantx scoolantx 20 -1
# —————————————————————————
#X coolant has the option — First coolant off command shuts off ALL coolant options
sall_cool_off : «M09» #Coolant off command output with all_cool_off
# —————————————————————————
# Table rotation direction, index
sindx_cw : «M22» #Rotate CW code
sindx_ccw : «M21» #Rotate CCW code
sindx_mc : «» #Target string
fstrsel sindx_cw indx_mc sindx_mc 2 -1
# —————————————————————————
# Define the gear selection code
flktbl 1 3 #Lookup table definition — table no. — no. entries
40 0 #Low gear range
41 400 #Med gear range
42 2250 #Hi gear range
# —————————————————————————
# Define coolant binary value for X style coolant
flktbl 2 20 #Lookup table definition — table no. — no. entries
1 50 #Coolant 1 on value
2 51 #Coolant 1 off value
4 52 #Coolant 2 on value
8 53 #Coolant 2 off value
16 54 #Coolant 3 on value
32 55 #Coolant 3 off value
64 56 #Coolant 4 on value
128 57 #Coolant 4 off value
256 58 #Coolant 5 on value
512 59 #Coolant 5 off value
1024 60 #Coolant 6 on value
2048 61 #Coolant 6 off value
4096 62 #Coolant 7 on value
8192 63 #Coolant 7 off value
16384 64 #Coolant 8 on value
32768 65 #Coolant 8 off value
65536 66 #Coolant 9 on value
131072 67 #Coolant 9 off value
262144 68 #Coolant 10 on value
524288 69 #Coolant 10 off value
# —————————————————————————
# Month selector
smon0 : «»
smon1 : «JAN.»
smon2 : «FEB.»
smon3 : «MAR.»
smon4 : «APR.»
smon5 : «MAY.»
smon6 : «JUN.»
smon7 : «JUL.»
smon8 : «AUG.»
smon9 : «SEP.»
smon10 : «OCT.»
smon11 : «NOV.»
smon12 : «DEC.»
smonth : «» #Target string
fstrsel smon0 month$ smonth 13 -1
# —————————————————————————
# Cutter Compensation Type
scomp : «COMPUTER»
scomp1 : «CONTROL COMP»
scomp2 : «WEAR COMP»
scomp3 : «REVERSE WEAR COMP»
scomp4 : «OFF»
scomp_type : «» #Target string
fstrsel scomp comp_type scomp_type 5 -1
# —————————————————————————
# Rotary axis lock/unlock
sunlock : «M11» #Unlock Rotary Axis
slock : «M10» #Lock Rotary Axis
srot_lock : «» #Target string
fstrsel sunlock rot_locked srot_lock 2 -1
#endregion
#region Format statements
# —————————————————————————
# Format statements — n=nonmodal, l=leading, t=trailing, i=inc, d=delta
# —————————————————————————
#Default english/metric position format statements
fs2 1 0.7 0.6 #Decimal, absolute, 7 place, default for initialize (:)
fs2 2 0.4 0.3 #Decimal, absolute, 4/3 place
fs2 3 0.4 0.3d #Decimal, delta, 4/3 place
#Common format statements
fs2 4 1 0 1 0 #Integer, not leading
fs2 5 2 0 2 0l #Integer, force two leading
fs2 6 3 0 3 0l #Integer, force three leading
fs2 7 4 0 4 0l #Integer, force four leading
fs2 9 0.1 0.1 #Decimal, absolute, 1 place
fs2 10 0.2 0.2 #Decimal, absolute, 2 place
fs2 11 0.3 0.3 #Decimal, absolute, 3 place
fs2 12 0.4 0.4 #Decimal, absolute, 4 place
fs2 13 0.5 0.5 #Decimal, absolute, 5 place
fs2 14 0.3 0.3d #Decimal, delta, 3 place
fs2 15 0.2 0.1 #Decimal, absolute, 2/1 place (feedrate)
fs2 16 1 0 1 0n #Integer, forced output
fs2 17 0.2 0.3 #Decimal, absolute, 2/3 place (tapping feedrate)
# These formats used for ‘Date’ & ‘Time’
fs2 18 2.2 2.2lt #Decimal, force two leading & two trailing (time2)
fs2 19 2 0 2 0t #Integer, force trailing (hour)
fs2 20 0 2 0 2lt #Integer, force leading & trailing (min)
# This format statement is used for sequence number output
# Number of places output is determined by value for «Increment Sequence Number» in CD
# Max depth to the right of the decimal point is set in the fs statement below
fs2 21 0^7 0^7 #Decimal, 7 place, omit decimal if integer value
fs2 22 0^3 0^3 #Decimal, 3 place, omit decimal if integer value
#endregion
#region Format assignments
# —————————————————————————
# Toolchange / NC output Variable Formats
# —————————————————————————
fmt «T» 4 t$ #Tool number
fmt «T» 4 first_tool$ #First tool used
fmt «T» 4 next_tool$ #Next tool used
fmt «D» 4 tloffno$ #Diameter offset number
fmt «H» 4 tlngno$ #Length offset number
fmt «G» 4 g_wcs #WCS G address
fmt «P» 4 p_wcs #WCS P address
fmt «S» 4 speed #Spindle Speed
fmt «M» 4 gear #Gear range
# —————————————————————————
fmt «N» 21 n$ #Sequence number
fmt «X» 2 xabs #X position output
fmt «Y» 2 yabs #Y position output
fmt «Z» 2 zabs #Z position output
fmt «X» 3 xinc #X position output
fmt «Y» 3 yinc #Y position output
fmt «Z» 3 zinc #Z position output
fmt «A» 11 cabs #C axis position
fmt «A» 14 cinc #C axis position
fmt «A» 22 indx_out #Index position
fmt «R» 14 rt_cinc #C axis position, G68
fmt «I» 3 iout #Arc center description in X
fmt «J» 3 jout #Arc center description in Y
fmt «K» 3 kout #Arc center description in Z
fmt «R» 2 arcrad$ #Arc Radius
fmt «F» 15 feed #Feedrate
fmt «P» 11 dwell$ #Dwell
fmt «M» 5 cantext$ #Canned text
fmt «F» 2 pitch #Tap pitch (units per thread)
# —————————————————————————
#Move comment (pound) to output colon with program numbers
fmt «O» 7 progno$ #Program number
#fmt «:» 7 progno$ #Program number
fmt «O» 7 main_prg_no$ #Program number
#fmt «:» 7 main_prg_no$ #Program number
fmt «O» 7 sub_prg_no$ #Program number
#fmt «:» 7 sub_prg_no$ #Program number
fmt «X» 2 sub_trnsx$ #Rotation point
fmt «Y» 2 sub_trnsy$ #Rotation point
fmt «Z» 2 sub_trnsz$ #Rotation point
# —————————————————————————
fmt «Q» 2 peck1$ #First peck increment (positive)
fmt «Q» 2 shftdrl$ #Fine bore tool shift
fmt «R» 2 refht_a #Reference height
fmt «R» 2 refht_i #Reference height
# —————————————————————————
fmt «TOOL — » 4 tnote #Note format
fmt «DIA. OFF. — » 4 toffnote #Note format
fmt «LEN. — » 4 tlngnote #Note format
fmt «TOOL DIA. — » 1 tldia$ #Note format
fmt «XY STOCK TO LEAVE — » 2 xy_stock #Note format
fmt «Z STOCK TO LEAVE — » 2 z_stock #Note format
# —————————————————————————
fmt 4 year2 #Calculated year value
fmt 18 time2 #Capture 24-hour time value into ‘time2’ variable
fmt 19 hour #Hour
fmt 20 min #Minutes
year2 = year$ + 2000
#endregion
#region Tool comment, tool table, manual entry output
# —————————————————————————
# Tool Comment / Manual Entry Section
# —————————————————————————
ptoolcomment #Comment for tool
tnote = t$, toffnote = tloffno$, tlngnote = tlngno$
if tool_info = 1 | tool_info = 3,
sopen_prn, pstrtool, sdelimiter, *tnote, sdelimiter, *toffnote, sdelimiter, *tlngnote, sdelimiter, *tldia$, sclose_prn, e$
ptooltable #Tooltable output
sopen_prn, *t$, sdelimiter, pstrtool, sdelimiter, *tlngno$,
[if comp_type > 0 & comp_type < 4, sdelimiter, *tloffno$, sdelimiter, *scomp_type, sdelimiter, *tldia$],
[if xy_stock <> 0 | z_stock <> 0, sdelimiter, *xy_stock, sdelimiter, *z_stock],
sclose_prn, e$
xy_stock = 0 #Reset stock to leave values
z_stock = 0 #Reset stock to leave values
pstrtool #Comment for tool
if strtool$ <> sblank,
[
strtool$ = ucase(strtool$)
*strtool$
]
pcomment$ #Comment from manual entry (must call pcomment2)
pcomment2 #Required if doing boolean ‘if’ logic testing!
pcomment2 #Output Comment from manual entry
scomm$ = ucase (scomm$)
if gcode$ = 1005, sopen_prn, scomm$, sclose_prn, e$ #Manual entry — as comment
if gcode$ = 1006, scomm$, e$ #Manual entry — as code
if gcode$ = 1007, sopen_prn, scomm$, sclose_prn #Manual entry — as comment with move NO e$
if gcode$ = 1026, scomm$ #Manual entry — as code with move NO e$
if gcode$ = 1008, sopen_prn, scomm$, sclose_prn, e$ #Operation comment
if gcode$ = 1051, sopen_prn, scomm$, sclose_prn, e$ #Machine name
if gcode$ = 1052, sopen_prn, scomm$, sclose_prn, e$ #Group comment
if gcode$ = 1053, sopen_prn, scomm$, sclose_prn, e$ #Group name
if gcode$ = 1054, sopen_prn, scomm$, sclose_prn, e$ #File Descriptor
#endregion
#region Header, date/time
# —————————————————————————
# Start of File and Toolchange Setup
# —————————————————————————
ptime #Convert 24-hour time format into 12-hour AM/PM format
if time$ >= 13, time2 = (time$ — 12)
else, time2 = time$
hour = int(time2), min = frac(time2)
*hour, «:», *min,
if time$ > 12, » PM»
else, » AM»
pheader$ #Call before start of file
if subs_before, » «, e$ #header character is output from peof when subs are output before main
else, «%», e$
sav_spc = spaces$
spaces$ = 0
*progno$, sopen_prn, sprogname$, sclose_prn, e$
#sopen_prn, «PROGRAM NAME — «, sprogname$, sclose_prn, e$
sopen_prn, «DATE=DD-MM-YY — «, date$, » TIME=HH:MM — «, time$, sclose_prn, e$ #Date and time output Ex. 12-02-05 15:52
#sopen_prn, «DATE — «, month$, «-«, day$, «-«, year$, sclose_prn, e$ #Date output as month,day,year — Ex. 02-12-05
#sopen_prn, «DATE — «, *smonth, » «, day$, » «, *year2, sclose_prn, e$ #Date output as month,day,year — Ex. Feb. 12 2005
#sopen_prn, «TIME — «, time$, sclose_prn, e$ #24 hour time output — Ex. 15:52
#sopen_prn, «TIME — «, ptime sclose_prn, e$ #12 hour time output 3:52 PM
spathnc$ = ucase(spathnc$)
smcname$ = ucase(smcname$)
stck_matl$ = ucase(stck_matl$)
snamenc$ = ucase(snamenc$)
sopen_prn, «MCX FILE — «, *smcpath$, *smcname$, *smcext$, sclose_prn, e$
sopen_prn, «NC FILE — «, *spathnc$, *snamenc$, *sextnc$, sclose_prn, e$
sopen_prn, «MATERIAL — «, *stck_matl$, sclose_prn, e$
spaces$ = sav_spc
#endregion
#region Start of file
psof0$ #Start of file for tool zero
psof$
psof$ #Start of file for non-zero tool number
pcuttype
toolchng = one
if ntools$ = one,
[
#skip single tool outputs, stagetool must be on
stagetool = m_one
!next_tool$
]
pbld, n$, *smetric, e$
if convert_rpd$, pconvert_rpd
pbld, n$, [if gcode$, *sgfeed], *sgcode, *sgplane, scc0, sg49, sg80, *sgabsinc, [if gcode$, *feed], e$
sav_absinc = absinc$
if mi1$ <= one, #Work coordinate system
[
absinc$ = one
pfbld, n$, sgabsinc, *sg28ref, «Z0.», e$
pfbld, n$, *sg28ref, «X0.», «Y0.», e$
pfbld, n$, sg92, *xh$, *yh$, *zh$, e$
absinc$ = sav_absinc
]
pcom_moveb
pcheckaxis
c_mmlt$ #Multiple tool subprogram call
ptoolcomment
comment$
pcan
pbld, n$, *t$, sm06, e$
pindex
if mi1$ > one, absinc$ = zero
if use_rot_lock & (cuttype <> zero | (index = zero & prv_cabs <> fmtrnd(cabs))), prot_unlock
if convert_rpd$, pconvert_rpd
pcan1, pbld, n$, [if gcode$, *sgfeed], *sgcode, *sgabsinc, pwcs, pfxout, pfyout, pfcout,
[if nextdc$ <> 7, *speed, *spindle], pgear, [if gcode$, *feed], strcantext, e$
if use_rot_lock & cuttype = zero, prot_lock
pbld, n$, sg43, *tlngno$, pfzout, pscool, pstagetool, e$
absinc$ = sav_absinc
pbld, n$, sgabsinc, e$
pcom_movea
toolchng = zero
c_msng$ #Single tool subprogram call
#endregion
#region Tool change
#region Null tool change
ptlchg0$ #Call from NCI null tool change (tool number repeats)
pcuttype
toolchng0 = one
pcom_moveb
pcheckaxis
c_mmlt$ #Multiple tool subprogram call
comment$
pcan
result = newfs(15, feed) #Reset the output format for ‘feed’
pbld, n$, sgplane, e$
pspindchng
pbld, n$, pscool, e$
if use_rot_lock & (cuttype <> zero | (index = zero & prv_cabs <> fmtrnd(cabs))), prot_unlock
if mi1$ > one & workofs$ <> prv_workofs$,
[
sav_absinc = absinc$
absinc$ = zero
pbld, n$, sgabsinc, pwcs, pfxout, pfyout, pfzout, pfcout, e$
pe_inc_calc
ps_inc_calc
absinc$ = sav_absinc
]
if cuttype = zero, ppos_cax_lin
if gcode$ = one, plinout
else, prapidout
if use_rot_lock & cuttype = zero, prot_lock
pcom_movea
toolchng0 = zero
c_msng$ #Single tool subprogram call
!xnci$, !ynci$, !znci$
#endregion
#region Tool change / stage tool
ptlchg$ #Tool change
pcuttype
toolchng = one
if mi1$ = one, #Work coordinate system
[
pfbld, n$, *sg28ref, «X0.», «Y0.», e$
pfbld, n$, sg92, *xh$, *yh$, *zh$, e$
]
if prog_stop = 1, pbld, n$, *sm01, e$
if prog_stop = 2, pbld, n$, *sm00, e$
pcom_moveb
pcheckaxis
c_mmlt$ #Multiple tool subprogram call
ptoolcomment
comment$
pcan
result = newfs(15, feed) #Reset the output format for ‘feed’
pbld, n$, *t$, sm06, e$
pindex
sav_absinc = absinc$
if mi1$ > one, absinc$ = zero
if use_rot_lock & (cuttype <> zero | (index = zero & prv_cabs <> fmtrnd(cabs))), prot_unlock
if convert_rpd$, pconvert_rpd
pcan1, pbld, n$, [if gcode$, *sgfeed], *sgcode, *sgabsinc, pwcs, pfxout, pfyout, pfcout,
[if nextdc$ <> 7, *speed, *spindle], pgear, [if gcode$, *feed], strcantext, e$
if use_rot_lock & cuttype = zero, prot_lock
pbld, n$, sg43, *tlngno$, pfzout, pscool, pstagetool, e$
absinc$ = sav_absinc
pbld, n$, sgabsinc, e$
pcom_movea
toolchng = zero
c_msng$ #Single tool subprogram call
!xnci$, !ynci$, !znci$
pstagetool #Pre-stage tools
if stagetool = 1,
[
if ttblend$, #Check for last toolchange
[
if stagetltype = 1, *next_tool$ #stage first tool at last toolchange
]
else, *next_tool$ #stage tool at every toolchange
]
#endregion
#End of Tool change region
#endregion
#region Retract at end of tool path, reference return
pretract #End of tool path, toolchange
sav_absinc = absinc$
absinc$ = one
sav_coolant = coolant$
coolant$ = zero
# if nextop$ = 1003, #Uncomment this line to leave coolant on until eof unless
[ # explicitely turned off through a canned text edit
if all_cool_off,
[
#all coolant off with a single off code here
if coolant_on, pbld, n$, sall_cool_off, e$
coolant_on = zero
]
else,
[
local_int = zero
coolantx = zero
while local_int < 20 & coolant_on > 0,
[
coolantx = and(2^local_int, coolant_on)
local_int = local_int + one
if coolantx > zero,
[
coolantx = local_int
pbld, n$, scoolantx, e$
]
coolantx = zero
]
coolant_on = zero
]
]
#cc_pos is reset in the toolchange here
cc_pos$ = zero
gcode$ = zero
if use_rot_lock & rot_on_x,
[
if (index = one & (prv_indx_out <> fmtrnd(indx_out)) | (prv_cabs <> fmtrnd(cabs)))
| nextop$ = 1003 | frc_cinit, prot_unlock
]
pbld, n$, sccomp, *sm05, psub_end_mny, e$
if convert_rpd$, pconvert_rpd
pbld, n$, [if gcode$, sgfeed], sgabsinc, sgcode, *sg28ref, «Z0.», [if gcode$, feed], scoolant, e$
if nextop$ = 1003 | tlchg_home, pbld, n$, *sg28ref, «X0.», «Y0.», protretinc, e$
else, pbld, n$, protretinc, e$
absinc$ = sav_absinc
coolant$ = sav_coolant
protretinc #Reset the C axis revolution counter
if frc_cinit & rot_on_x,
[
rev = zero
sav_rev = zero
cabs = zero
csav = zero
indx_out = zero
if index, e$, pindxcalc, pindex
else, *cabs
prvcabs = zero
!csav, !cabs
]
#endregion
#region End-of-file
peof0$ #End of file for tool zero
peof$
peof$ #End of file for non-zero tool
pretract
comment$
if stagetool = 1 & stagetltype = 2, pbld, n$, *first_tool$, e$
n$, «M30», e$
if subs_before, #Merge subs before main program
[ #At this point, the NC / Main program level is blank (Main prg was written to ext with subs before)
subout$ = zero
«%», e$
mergesub$ #Merge transform subs
clearsub$
mergeaux$ #Merge non-transform subs
clearaux$
mergeext$ #Merge NC / Main program
clearext$
]
else, #Merge subs after main program
[ #At this point, the NC / Main program is written (Main prg was written to NC level with subs after)
mergesub$
clearsub$
mergeaux$
clearaux$
]
subout$ = zero
«%», e$
#endregion
#region Work offsets, gear selection
pwcs #G54+ coordinate setting at toolchange
if mi1$ > one,
[
sav_frc_wcs = force_wcs
if sub_level$ > 0, force_wcs = zero
if workofs$ <> prv_workofs$ | (force_wcs & toolchng),
[
if workofs$ < 6,
[
g_wcs = workofs$ + 54
*g_wcs
]
else,
[
p_wcs = workofs$ — five
«G54.1», *p_wcs
]
]
force_wcs = sav_frc_wcs
!workofs$
]
pgear #Find spindle gear from lookup table
if use_gear = one,
[
gear = frange (one, speed)
*gear
]
#endregion
#region Tool change setup, spindle speed, tool end
#Toolchange setup
pspindchng #Spindle speed change
if prv_spdir2 <> spdir2 & prv_speed <> zero, pbld, n$, *sm05, e$
if prv_speed <> speed | prv_spdir2 <> spdir2,
[
if speed, pbld, n$, *speed, *spindle, pgear, e$
]
!speed, !spdir2
pspindle #Spindle speed calculations for RPM
speed = abs(ss$)
if speed,
[
if speed > maxss$, speed = maxss$
if speed < min_speed, speed = min_speed
]
spdir2 = fsg3(spdir$)
pq$ #Setup post based on switch settings
stagetool = bldnxtool$ #Set stagetool from CD setting
result = newfs(11, cdelta_calc) #Format for 3 place precision
ptoolend$ #End of tool path, before reading new tool data
!speed, !spdir2
ptlchg1002$ #Call at actual toolchange, end last path here
if op_id$ <> prv_op_id$, pset_mach #Set rotary switches by reading machine def parameters
if cuttype <> one, sav_rev = rev #Axis Sub does not update to rev
pspindle
whatline$ = four #Required for vector toolpaths
if gcode$ = 1000,
[
#Null toolchange
]
else,
[
#Toolchange and Start of file
if gcode$ = 1002,
[
#Actual toolchange
pretract
]
if stagetool = one, prv_next_tool$ = m_one
prv_xia = vequ(xh$)
prv_feed = c9k
]
!op_id$
#endregion
#region Motion output
# —————————————————————————
# Motion NC output
# —————————————————————————
#region NC output postblocks
# —————————————————————————
#The variables for absolute output are xabs, yabs, zabs.
#The variables for incremental output are xinc, yinc, zinc.
# —————————————————————————
prapidout #Output to NC of linear movement — rapid
if convert_rpd$, pconvert_rpd
pcan1, pbld, n$, [if gcode$, `sgfeed], sgplane, `sgcode, sgabsinc, pccdia,
pxout, pyout, pzout, pcout, [if gcode$, `feed], strcantext, pscool, e$
#Modify following line to customize output for high-speed toolpath
#tool inspection/change points
if rpd_typ$ = 7, pbld, n$, «M00», «(TOOL INSPECTION POINT — POST CUSTOMIZATION REQUIRED)», e$
plinout #Output to NC of linear movement — feed
pcan1, pbld, n$, sgfeed, sgplane, `sgcode, sgabsinc, pccdia,
pxout, pyout, pzout, pcout, feed, strcantext, pscool, e$
#Modify following line to customize output for high-speed toolpath
#tool inspection/change points
if rpd_typ$ = 7, pbld, n$, «M00», «(TOOL INSPECTION POINT — POST CUSTOMIZATION REQUIRED)», e$
pcirout #Output to NC of circular interpolation
pcan1, pbld, n$, `sgfeed, sgplane, sgcode, sgabsinc, pccdia,
pxout, pyout, pzout, pcout, parc, feed, strcantext, pscool, e$
#endregion
#region Motion preparation routines
pcom_moveb #Common motion preparation routines, before
pxyzcout
ps_inc_calc
pncoutput #Movement output
pcom_moveb
comment$
pcan
if mr_rt_actv,
[
!cabs, !cinc #No rotary in sub
]
else,
[
if cuttype = zero, ppos_cax_lin #Toolplane rotary positioning
]
if gcode$ = zero, prapidout
if gcode$ = one, plinout
if gcode$ > one & gcode$ < four, pcirout
if mr_rt_rst, #Restore absolute/incremental for G51/G68
[
absinc$ = sav_absinc
mr_rt_rst = zero
]
pcom_movea
pcom_movea #Common motion preparation routines, after
pcan2
pe_inc_calc
pdwl_spd$ #Call from NCI gcode 4
pspindle
comment$
pspindchng
pcan
if fmtrnd(dwell$), pcan1, pbld, n$, *sgcode, *dwell$, strcantext, e$
else, pcan1, pbld, n$, strcantext, e$
pcan2
prapid$ #Output to NC of linear movement — rapid
pncoutput
pzrapid$ #Output to NC of linear movement — rapid Z only
pncoutput
plin$ #Output to NC of linear movement — feed
pncoutput
pz$ #Output to NC of linear movement — feed Z only
pncoutput
pmx$ #Output to NC of vector NCI
pncoutput
pcir$ #Output to NC of circular interpolation
pncoutput
#Pre-process rotary motion control flags
pmx0$ #5 axis gcode setup
if drillcur$ = zero,
[
if fr$ = -2, gcode$ = zero
else, gcode$ = one
]
plin0$ #Linear movement, mill motion test
pmotion_su
pcir0$ #Circular interpolation, mill arc motion test
pmotion_su
#endregion
#region Motion output components
# —————————————————————————
# Motion output components
# —————————————————————————
pbld #Canned text — block delete
if bld, ‘/’
pfbld #Force — block delete
«/»
pccdia #Cutter Compensation
#Force Dxx#
if prv_cc_pos$ <> cc_pos$ & cc_pos$, prv_tloffno$ = c9k
sccomp
if cc_pos$, tloffno$
pscool #Coolant output
scoolant #Old style coolant — based on NCI variable «coolant$»
pcan1_cool #X style coolant — based on Canned Text coolant
pfxout #Force X axis output
if absinc$ = zero, *xabs, !xinc
else, *xinc, !xabs
pxout #X output
if absinc$ = zero, xabs, !xinc
else, xinc, !xabs
pfyout #Force Y axis output
if absinc$ = zero, *yabs, !yinc
else, *yinc, !yabs
pyout #Y output
if absinc$ = zero, yabs, !yinc
else, yinc, !yabs
pfzout #Force Z axis output
if absinc$ = zero, *zabs, !zinc
else, *zinc, !zabs
pzout #Z output
if absinc$ = zero, zabs, !zinc
else, zinc, !zabs
pfcout #Force C axis output
if index = zero & rot_on_x,
[
if use_rotmcode & cabs <> prv_cabs, *sindx_mc
if absinc$ = zero, *cabs, !cinc
else, *cinc, !cabs
]
pcout #C axis output
if index = zero & rot_on_x,
[
if use_rotmcode & cabs <> prv_cabs, *sindx_mc
if absinc$ = zero, cabs, !cinc
else, cinc, !cabs
]
pindex #Index output
if index & rot_on_x,
[
if (prv_indx_out <> fmtrnd(indx_out)) | (prv_cabs <> fmtrnd(cabs)),
[
if use_rot_lock, prot_unlock
pbld, n$, [if use_rotmcode, `sindx_mc], *indx_out, e$
!cabs, !cinc
]
if use_rot_lock, prot_lock
]
prot_unlock #Unlock Rotary axis
rot_locked = zero
pbld, n$, srot_lock, e$
prot_lock #Lock Rotary axis
if nextop$ <> 1003,
[
rot_locked = one
pbld, n$, srot_lock, e$
]
parc #Select the arc output
if (plane$ = zero & (arctype$ = one | arctype$ = four)) | #XY Plane
(plane$ = one & (arctypeyz$ = one | arctypeyz$ = four)) | #YZ Plane
(plane$ = two & (arctypexz$ = one | arctypexz$ = four)), #XZ Plane
[
result = newfs(two, iout)
result = newfs(two, jout)
result = newfs(two, kout)
]
else,
[
result = newfs(three, iout)
result = newfs(three, jout)
result = newfs(three, kout)
]
if (plane$ = 0 & arctype$ < five) | (plane$ = 1 & arctypeyz$ < five) |
(plane$ = 2 & arctypexz$ < five) | full_arc_flg$ | arc_pitch$,
[
#Arc output for IJK
# If you do NOT want to force out the I,J,K values,
# remove the «*» asterisks on the *i, *j, *k ‘s below…
if plane$ = zero, *iout, *jout, kout #XY plane code — G17
if plane$ = one, iout, *jout, *kout #YZ plane code — G19
if plane$ = two, *iout, jout, *kout #XZ plane code — G18
!i$, !j$, !k$
]
else,
[
#Arc output for R
if abs(sweep$)<=180 | (plane$ = 0 & arctype$ = five) | (plane$ = 1 & arctypeyz$ = five) |
(plane$ = 2 & arctypexz$ = five), result = nwadrs(srad, arcrad$)
else, result = nwadrs(srminus, arcrad$)
*arcrad$
]
ppos_cax_lin #Position the rotary axis before move — rapid
if index, pindex
else,
[
if fmtrnd(prv_cabs) <> fmtrnd(cabs) & rot_on_x,
[
sav_gcode = gcode$
gcode$ = zero
if convert_rpd$, pconvert_rpd
pbld, n$, [if gcode$, sgfeed], sgcode, pcout, [if gcode$, feed], e$
!cia
ps_cinc_calc
gcode$ = sav_gcode
]
]
#endregion
#End of Motion output region
#endregion
#region Drilling
#region Canned drill cycles, pre-process, first hole
# —————————————————————————
# Drilling
# —————————————————————————
pdrill0$ #Pre-process before drill call
sav_dgcode = gcode$ #Capture gcode for 5 axis drill
pdrlcommonb #Canned Drill Cycle common call, before
if initht$ <> refht$, drillref = zero
else, drillref = one
if sav_dgcode = 81,
[
result = newfs(two, zinc)
if drillcyc$ = three | drillcyc$ = 7, drlgsel = fsg1(-ss$) + drillcyc$ * two
else, drlgsel = fsg2(dwell$) + drillcyc$ * two
prv_refht_a = c9k
prv_refht_i = c9k
prv_dwell$ = zero
prv_shftdrl$ = zero
]
if cuttype = three, sav_dgcode = gcode$
else, z$ = depth$
if cuttype = one, prv_zia = refht$ + (rotdia$/two)
else, prv_zia = refht$
pcom_moveb
feed = fr_pos$
comment$
pcan
#5 axis must map the true Z, correct Z calculation here
if cuttype = three,
[
prv_zia = zabs + (-depth$) + refht$
zia = fmtrnd(zabs)
zinc = zia — prv_zia
]
prdrlout #R drill position
if cuttype = one, refht_a = refht$ + (rotdia$ / two)
else, refht_a = refht$
refht_i = refht$ — initht$
if cuttype = three, refht_a = w$
if absinc$ = zero, refht_a, !refht_i
else, refht_i, !refht_a
pdrill$ #Canned Drill Cycle
pdrlcommonb
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, dwell$, *feed, strcantext, e$
pcom_movea
ppeck$ #Canned Peck Drill Cycle
pdrlcommonb
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, *peck1$, *feed, strcantext, e$
pcom_movea
pchpbrk$ #Canned Chip Break Cycle
pdrlcommonb
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, *peck1$, *feed, strcantext, e$
pcom_movea
ptap$ #Canned Tap Cycle
pdrlcommonb
result = newfs(17, feed) # Set for tapping Feedrate format
if met_tool$,
[
if toolismetric, pitch = n_tap_thds$ #Metric NC Code — Metric Tap
else, pitch = (1/n_tap_thds$) * 25.4 #Metric NC Code — English Tap
]
else,
[
if toolismetric, pitch = n_tap_thds$ * (1/25.4) #English NC Code — Metric Tap
else, pitch = 1/n_tap_thds$ #English NC Code — English Tap
]
pitch = pitch * speed #Force Units Per Minute for regular Tap cycle
pbld, n$, sg94, e$
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, *pitch, !feed, strcantext, e$
pcom_movea
pbore1$ #Canned Bore #1 Cycle
pdrlcommonb
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, dwell$, *feed, strcantext, e$
pcom_movea
pbore2$ #Canned Bore #2 Cycle
pdrlcommonb
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, *feed, strcantext, e$
pcom_movea
pmisc1$ #Canned Fine Bore (shift) Cycle
pdrlcommonb
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, shftdrl$, dwell$, *feed, strcantext, e$
pcom_movea
pmisc2$ #Canned Rigid Tapping Cycle
pdrlcommonb
#RH/LH based on spindle direction
if met_tool$,
[
if toolismetric, pitch = n_tap_thds$ #Metric NC Code — Metric Tap
else, pitch = (1/n_tap_thds$) * 25.4 #Metric NC Code — English Tap
]
else,
[
if toolismetric, pitch = n_tap_thds$ * (1/25.4) #English NC Code — Metric Tap
else, pitch = 1/n_tap_thds$ #English NC Code — English Tap
]
if tap_feedtype = 0,
[
pitch = pitch * speed
pbld, n$, sg94, e$
]
else, pbld, n$, sg95, e$
pbld, n$, sm29, *speed, e$
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout,
prdrlout, *pitch, !feed, strcantext, e$
pcom_movea
#endregion
#region Custom drill cycles (cycles 8-19), first hole
pdrlcst$ #Custom drill cycles 8 — 19 (user option)
#Use this postblock to customize drilling cycles 8 — 19
if drillcyc$ = 8, pdrlcst8
else,
[
pdrlcommonb
sopen_prn, «CUSTOMIZABLE DRILL CYCLE — NOT CONFIGURED — FIRST HOLE», sclose_prn, e$
pcom_movea
]
pdrlcst8 #Custom drill cycle 8 — example custom cycle
pdrlcommonb
sopen_prn, «CUSTOMIZABLE DRILL CYCLE EXAMPLE — FIRST HOLE», sclose_prn, e$
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout,
prdrlout, shftdrl$, dwell$, *feed, strcantext, e$
pcom_movea
#endregion
#region Canned drill cycles (additional holes)
# Additional Holes
pdrill_2$ #Canned Drill Cycle, additional points
pdrlcommonb
pcan1, pbld, n$, pxout, pyout, pzout, pcout, prdrlout, feed, strcantext, e$
pcom_movea
ppeck_2$ #Canned Peck Drill Cycle
pdrill_2$
pchpbrk_2$ #Canned Chip Break Cycle
pdrill_2$
ptap_2$ #Canned Tap Cycle
pdrill_2$
pbore1_2$ #Canned Bore #1 Cycle
pdrill_2$
pbore2_2$ #Canned Bore #2 Cycle
pdrill_2$
pmisc1_2$ #Canned Fine Bore (shift) Cycle
pdrill_2$
pmisc2_2$ #Canned Rigid Tapping Cycle
pdrlcommonb
pcan1, pbld, n$, pxout, pyout, pzout, pcout, prdrlout, strcantext, e$
pcom_movea
#endregion
#region Custom drill cycles (cycles 8-19), additional holes
pdrlcst_2$ #Custom drill cycles 8 — 19, additional points (user option)
#Use this postblock to customize drilling cycles 8 — 19
if drillcyc$ = 8, pdrlcst8_2
else,
[
sopen_prn, «CUSTOMIZABLE DRILL CYCLE — NOT CONFIGURED — NEXT HOLE», sclose_prn, e$
pdrill_2$
]
pdrlcst8_2 #Custom drill cycle 8 — example custom cycle
sopen_prn, «CUSTOMIZABLE DRILL CYCLE EXAMPLE — NEXT HOLE», sclose_prn, e$
pdrill_2$
#endregion
#region Cancel canned drill cycle
pcanceldc$ #Cancel canned drill cycle
result = newfs(three, zinc)
z$ = initht$
if cuttype = one, prv_zia = initht$ + (rotdia$/two)
else, prv_zia = initht$
pxyzcout
!zabs, !zinc
prv_gcode$ = zero
pcan
pcan1, pbld, n$, sg80, strcantext, e$
if (drillcyc$ = 3 | drillcyc$ = 7) & tap_feedtype, pbld, n$, sg94, e$
result = newfs(15, feed) #Reset the output format for ‘feed’
pcan2
#endregion
#end of Drilling region
#endregion
#region Subprograms
# —————————————————————————
#Subprogram postblocks
#sub_trnstyp — 0=mirror, 1=rotate, 2=scale, 3=translate
#sub_trnmthd (mirror) — 0=X axis, 1=Y axis, 2=line
#sub_trnmthd (rotate) — 0=tplane, 1=tplane origin only, 2=coordinates
# —————————————————————————
psub_call_m$ #Call to main level, single tool
psub_call_trans
psub_call_mm$ #Call to main level, multiple tools
psub_call_trans
psub_call_trans #Translate level calls from toolchange, user
if mi1$ <= one, result = mprint(shomeserror)
sav_absinc = absinc$
pindex
#Mirror or Rotate Coord’s
if sub_trnstyp$ = zero, mr_rt_actv = three #Mirror
if mr_rt_actv,
[
if sub_trnstyp$ = zero,
[
#The original pattern is not mirrored
if sub_chn_no$ <> one,
[
absinc$ = zero
psub_mirror
]
]
else,
[
#The original pattern is not rotated, calculate the rotation incremental angle for G68
rt_csav = atan2(sub_m2$, sub_m1$)
if sub_sec_no$,
[
rt_cinc = prv_rt_csav — rt_csav
while rt_cinc > 180, rt_cinc = rt_cinc — 360
while rt_cinc < -180, rt_cinc = rt_cinc + 360
if rot_ccw_pos = one, rt_cinc = -rt_cinc
!rt_csav
absinc$ = zero
psub_rotate
]
else,
[
!rt_csav
]
]
#Set restore flag and sign mr_rt_actv to indicate active
mr_rt_rst = one
mr_rt_actv = -abs(mr_rt_actv)
]
else, #Translate all, Rotate toolplane
[
if sub_mny_t$,
[
if mi1$ > one, absinc$ = zero
if convert_rpd$, pconvert_rpd
pbld, n$, [if gcode$, *sgfeed], *sgcode, *sgabsinc, pwcs, pfxout, pfyout, pfzout, pfcout, [if gcode$, *feed], e$
pe_inc_calc
ps_inc_calc
]
]
absinc$ = sav_absinc
result = nwadrs(strp, main_prg_no$)
if progno$ = main_prg_no$, result = mprint(sprgnerror)
pbld, n$, «M98», *main_prg_no$, e$
prv_feed = c9k #Force feed in sub
psub_mirror #Mirror start code, user
#Mirror Y axis
if sub_trnmthd$, pbld, n$, *sgabsinc, strns_mir_on, *sub_trnsx$, e$
#Mirror X axis
else, pbld, n$, *sgabsinc, strns_mir_on, *sub_trnsy$, e$
psub_rotate #Rotate start code, user
if convert_rpd$, pconvert_rpd
pbld, n$, [if gcode$, *sgfeed], *sgcode, *sgabsinc, strns_rot_on, *sub_trnsx$, *sub_trnsy$,
[absinc$ = one], *sgabsinc, *rt_cinc, [if gcode$, *feed], e$
psub_st_m$ #Header in main level
result = nwadrs(stro, main_prg_no$)
if first_sub & subs_before, first_sub = zero #suppress blank line before first sub with subs before main
else, » «, e$
*main_prg_no$, e$
#G51/G68 requires absolute position on first move
if mr_rt_rst,
[
sav_absinc = absinc$
if absinc$ = one,
[
absinc$ = zero
prv_absinc$ = m_one
prv_xabs = m_one
prv_yabs = m_one
]
]
else, pbld, n$, sgabsinc, e$
psub_end_m$ #End in main level
n$, «M99», e$
prv_absinc$ = m_one
#Reset update variables for subs at main level
#Mirror or Rotate cancel, flagged cleared on return
if mr_rt_actv,
[
subout$ = zero
no_nc_out$ = m_one
sav_absinc = absinc$
if sub_trnstyp$ = zero,
[
#The original pattern is not cancelled
if sub_chn_no$ <> one,
[
absinc$ = zero
pbld, n$, *sgabsinc, strns_mir_off, *sub_trnsx$, *sub_trnsy$, e$
]
]
else, #Rotate
[
#The original pattern is not cancelled
if sub_trnstyp$ = one & sub_trnmthd$ = two & esub_sec_no$,
[
absinc$ = zero
pbld, n$, strns_rot_off, e$
]
]
absinc$ = sav_absinc
no_nc_out$ = zero
mr_rt_rst = zero
mr_rt_actv = zero
]
end_sub_mny = sub_mny_t$
psub_end_mny #End in main level for many tools sub, user
#Check for coming out of xform with stage tool.
if end_sub_mny & stagetool = one,
[
*t$
end_sub_mny = zero
]
psub_call_s$ #Call to sub level
result = nwadrs(strp, sub_prg_no$)
sub_prg_no$ = sub_prg_no$ + 1000 #Add sub number offset
if progno$ = sub_prg_no$, result = mprint(sprgnerror)
pbld, n$, «M98», *sub_prg_no$, e$
psub_st_s$ #Header in sub leveln
result = nwadrs(stro, sub_prg_no$)
if first_sub & subs_before, first_sub = zero #suppress blank line before first sub with subs before main
else, » «, e$
*sub_prg_no$, e$
pbld, n$, sgabsinc, e$
psub_end_s$ #End in sub level
n$, «M99», e$
prv_absinc$ = -1
#endregion
#region Canned text
# —————————————————————————
# Canned Text
# —————————————————————————
pcan #Canned text — before output call
strcantext = sblank
if cant_no$ > zero,
[
if cant_pos1$ = zero | cant_pos1$ = three, pcant_1
if cant_pos2$ = zero | cant_pos2$ = three, pcant_2
if cant_pos3$ = zero | cant_pos3$ = three, pcant_3
if cant_pos4$ = zero | cant_pos4$ = three, pcant_4
if cant_pos5$ = zero | cant_pos5$ = three, pcant_5
if cant_pos6$ = zero | cant_pos6$ = three, pcant_6
if cant_pos7$ = zero | cant_pos7$ = three, pcant_7
if cant_pos8$ = zero | cant_pos8$ = three, pcant_8
if cant_pos9$ = zero | cant_pos9$ = three, pcant_9
if cant_pos10$ = zero | cant_pos10$ = three, pcant_10
if cant_pos11$ = zero | cant_pos11$ = three, pcant_11
if cant_pos12$ = zero | cant_pos12$ = three, pcant_12
if cant_pos13$ = zero | cant_pos13$ = three, pcant_13
if cant_pos14$ = zero | cant_pos14$ = three, pcant_14
if cant_pos15$ = zero | cant_pos15$ = three, pcant_15
if cant_pos16$ = zero | cant_pos16$ = three, pcant_16
if cant_pos17$ = zero | cant_pos17$ = three, pcant_17
if cant_pos18$ = zero | cant_pos18$ = three, pcant_18
if cant_pos19$ = zero | cant_pos19$ = three, pcant_19
if cant_pos20$ = zero | cant_pos20$ = three, pcant_20
pbld, n$, strcantext, e$
strcantext = sblank
]
pcan1 #Canned text — with move
strcantext = sblank
if cant_no$ > zero,
[
if cant_pos1$ = one, pcant_1
if cant_pos2$ = one, pcant_2
if cant_pos3$ = one, pcant_3
if cant_pos4$ = one, pcant_4
if cant_pos5$ = one, pcant_5
if cant_pos6$ = one, pcant_6
if cant_pos7$ = one, pcant_7
if cant_pos8$ = one, pcant_8
if cant_pos9$ = one, pcant_9
if cant_pos10$ = one, pcant_10
if cant_pos11$ = one, pcant_11
if cant_pos12$ = one, pcant_12
if cant_pos13$ = one, pcant_13
if cant_pos14$ = one, pcant_14
if cant_pos15$ = one, pcant_15
if cant_pos16$ = one, pcant_16
if cant_pos17$ = one, pcant_17
if cant_pos18$ = one, pcant_18
if cant_pos19$ = one, pcant_19
if cant_pos20$ = one, pcant_20
]
if cstop$, strcantext = strcantext + sm00
if cgstop$, strcantext = strcantext + sm01
#Output of strcantext occurs at the end of the output line
pcan1_cool #Canned text Coolant — with move
if cant_no$ > zero,
[
if cant_pos1$ = four, pcant_1
if cant_pos2$ = four, pcant_2
if cant_pos3$ = four, pcant_3
if cant_pos4$ = four, pcant_4
if cant_pos5$ = four, pcant_5
if cant_pos6$ = four, pcant_6
if cant_pos7$ = four, pcant_7
if cant_pos8$ = four, pcant_8
if cant_pos9$ = four, pcant_9
if cant_pos10$ = four, pcant_10
if cant_pos11$ = four, pcant_11
if cant_pos12$ = four, pcant_12
if cant_pos13$ = four, pcant_13
if cant_pos14$ = four, pcant_14
if cant_pos15$ = four, pcant_15
if cant_pos16$ = four, pcant_16
if cant_pos17$ = four, pcant_17
if cant_pos18$ = four, pcant_18
if cant_pos19$ = four, pcant_19
if cant_pos20$ = four, pcant_20
]
pcan2 #Canned text — after output call
strcantext = sblank
if cant_no$ > zero,
[
if cant_pos1$ = two | cant_pos1$ = five, pcant_1
if cant_pos2$ = two | cant_pos2$ = five, pcant_2
if cant_pos3$ = two | cant_pos3$ = five, pcant_3
if cant_pos4$ = two | cant_pos4$ = five, pcant_4
if cant_pos5$ = two | cant_pos5$ = five, pcant_5
if cant_pos6$ = two | cant_pos6$ = five, pcant_6
if cant_pos7$ = two | cant_pos7$ = five, pcant_7
if cant_pos8$ = two | cant_pos8$ = five, pcant_8
if cant_pos9$ = two | cant_pos9$ = five, pcant_9
if cant_pos10$ = two | cant_pos10$ = five, pcant_10
if cant_pos11$ = two | cant_pos11$ = five, pcant_11
if cant_pos12$ = two | cant_pos12$ = five, pcant_12
if cant_pos13$ = two | cant_pos13$ = five, pcant_13
if cant_pos14$ = two | cant_pos14$ = five, pcant_14
if cant_pos15$ = two | cant_pos15$ = five, pcant_15
if cant_pos16$ = two | cant_pos16$ = five, pcant_16
if cant_pos17$ = two | cant_pos17$ = five, pcant_17
if cant_pos18$ = two | cant_pos18$ = five, pcant_18
if cant_pos19$ = two | cant_pos19$ = five, pcant_19
if cant_pos20$ = two | cant_pos20$ = five, pcant_20
pbld, n$, strcantext, e$
strcantext = sblank
]
pcant_1 #Canned text — output call
cant_pos = cant_pos1$
cantext$ = cant_val1$
pcant_out
pcant_2 #Canned text — output call
cant_pos = cant_pos2$
cantext$ = cant_val2$
pcant_out
pcant_3 #Canned text — output call
cant_pos = cant_pos3$
cantext$ = cant_val3$
pcant_out
pcant_4 #Canned text — output call
cant_pos = cant_pos4$
cantext$ = cant_val4$
pcant_out
pcant_5 #Canned text — output call
cant_pos = cant_pos5$
cantext$ = cant_val5$
pcant_out
pcant_6 #Canned text — output call
cant_pos = cant_pos6$
cantext$ = cant_val6$
pcant_out
pcant_7 #Canned text — output call
cant_pos = cant_pos7$
cantext$ = cant_val7$
pcant_out
pcant_8 #Canned text — output call
cant_pos = cant_pos8$
cantext$ = cant_val8$
pcant_out
pcant_9 #Canned text — output call
cant_pos = cant_pos9$
cantext$ = cant_val9$
pcant_out
pcant_10 #Canned text — output call
cant_pos = cant_pos10$
cantext$ = cant_val10$
pcant_out
pcant_11 #Canned text — output call
cant_pos = cant_pos11$
cantext$ = cant_val11$
pcant_out
pcant_12 #Canned text — output call
cant_pos = cant_pos12$
cantext$ = cant_val12$
pcant_out
pcant_13 #Canned text — output call
cant_pos = cant_pos13$
cantext$ = cant_val13$
pcant_out
pcant_14 #Canned text — output call
cant_pos = cant_pos14$
cantext$ = cant_val14$
pcant_out
pcant_15 #Canned text — output call
cant_pos = cant_pos15$
cantext$ = cant_val15$
pcant_out
pcant_16 #Canned text — output call
cant_pos = cant_pos16$
cantext$ = cant_val16$
pcant_out
pcant_17 #Canned text — output call
cant_pos = cant_pos17$
cantext$ = cant_val17$
pcant_out
pcant_18 #Canned text — output call
cant_pos = cant_pos18$
cantext$ = cant_val18$
pcant_out
pcant_19 #Canned text — output call
cant_pos = cant_pos19$
cantext$ = cant_val19$
pcant_out
pcant_20 #Canned text — output call
cant_pos = cant_pos20$
cantext$ = cant_val20$
pcant_out
pcant_out #Canned text — build the string for output
#Assign string select type outputs
if cant_pos < three, #cant_pos indicates canned text output
[
if cantext$ = three, bld = one
if cantext$ = four, bld = zero
#Build the cantext string
if cantext$ = one, strcantext = strcantext + sm00
if cantext$ = two, strcantext = strcantext + sm01
if cantext$ > four,
[
strtextno = no2str(cantext$)
strcantext = strcantext + strm + strtextno
]
]
else, #cant_pos indicates coolant output
[
coolant_bin = flook (two, cantext$) #Create binary value for each coolant using lookup table
if frac(cantext$/two), # coolant off
[
if all_cool_off,
[
if coolant_on, pbld, n$, sall_cool_off, e$
coolant_on = zero
]
else,
[
if coolant_on > 0,
[
coolant_on = coolant_on — coolant_bin/2 #Odd = off command, subtract appropriate binary value.
coolantx = cantext$ — 50 #Create a coolantx value for string select
pbld, n$, *scoolantx, e$
]
]
]
else, #Even = on command
[ #Determine if this coolant is already on
local_int = zero
coolantx = zero
suppress = zero
while local_int < 20 & coolant_on > 0,
[
result2 = and(2^local_int, coolant_on)
local_int = local_int + one
if result2 = coolant_bin, suppress = one
]
if suppress <> 1, #Don’t output an on code for a coolant that is already on
[
coolant_on = coolant_on + coolant_bin #Maintain binary sum of all coolants currently on
coolantx = cantext$ — 50 #Create a coolantx value for string select
if cant_pos = four, *scoolantx #Coolant «With»
else, pbld, n$, *scoolantx, e$ #Coolant «Before» or «After»
]
]
]
#endregion
#region Calculations
#region Position calculations
# —————————————————————————
# Position calculations, generally these do not need to be modified
# —————————————————————————
pmiscint$ #Capture the top level absinc for subprograms
if sub_level$ <= zero, absinc$ = mi2$
#Disable cutpos2 if not 4 axis, saves time
if rot_on_x = zero, cutpos2$ = m_one
pmotion_su #Motion Setup (Set brklinestype & linarc)
brklinestype$ = zero
linarc$ = zero
if rot_on_x,
[
if cuttype = one, #Axis Substitution
[
linarc$ = one #Linearize all arcs
if rev_brkflag, #Break rotation flag (set in pcoutrev)
[
brklinestype$ = 11 #Break all lines, use brklineslen$ for segment length
#brklineslen$ = pi$ * rotdia$ #Break every 360 degrees
brklineslen$ = pi$ * rotdia$ / four #Break every 90 degrees
rev_brkflag = zero #Reset flag
]
]
if cuttype = two, #Polar
[
brklinestype$ = rotary_axis$ + three
linarc$ = one
]
]
pcuttype #Determine the cut type
#cuttype (0 = Tool Plane, 1 = Axis Subs, 2 = Polar, 3 = 4/5 axis)
cuttype = rotary_type$
if cuttype = three, cuttype = zero
if mill5$, cuttype = three
if cuttype = zero & force_index, index = 1 #If tool plane positioning & force index mode
else, index = rot_index #otherwise use machine def. rotary axis setting
#Check for Tool Origin in Polar Milling
if cuttype = two & (tox$ | toy$ | toz$), result = mprint(stlorgerr)
#Avoid calling G51/G68 with additional toolchanges
if mr_rt_actv = zero,
[
#Transform Rotate, set mr_rt_actv if user selected ‘coordinates’
#Mirror is set on sub call
if sub_trnstyp$ = one & sub_trnmthd$ = two,
[
if sub_sec_no$, mr_rt_actv = two
else, mr_rt_actv = one
]
]
pfcalc_u_min
pmotion_su
pcheckaxis #Check for valid rotary axis
#If selected axis combination has more than 1 rotary axis and toolpath has rotation
if (cabs | cdelta | cuttype) & rotaxerror = 1, [if mprint(srotaxerror, 2) = 2, exitpost$]
#If machine’s defined axis of rotation does not match operations axis of rotation
# if (rotary_axis$ & (rotary_axis$ <> rot_on_x)) | (rotary_axis2 <> c9k &
# ((rotary_axis2 + 1) <> rot_on_x)), [if mprint(saxiserror, 2) = 2, exitpost$]
# rotary_axis2 = c9k
pxyzcout #Map coordinates
if rot_on_x,
[
if cuttype = zero, pxyzcout0 #Toolplane Positioning
if cuttype = one, pxyzcout1 #Axis Substitution
if cuttype = two, pxyzcout2 #Polar Conversion
if cuttype = three, pxyzcout3 #Simulatneous 4 axis (Multi-axis)
if rot_ccw_pos = one, csav = -csav
if mr_rt_actv <> two,
[
pcoutrev
if index, pindxcalc
pfcalc
]
else, feed = fr_pos$
]
else,
[
xabs = vequ(x$)
iout = vequ(i$)
feed = fr_pos$
]
pxyzcout0 #Toolplane Positioning
xabs = vequ(x$)
iout = vequ(i$)
if rot_on_x = two, csav = -c$
else, csav = c$
pxyzcout1 #Axis substitution
if rot_on_x = one, #X axis substitution
[
xabs = x$
yabs = zero
zabs = z$ + (rotdia$ / two)
csav = y$ * (360 / (pi$ * rotdia$))
]
else, #Y axis substitution
[
xabs = zero
yabs = y$
zabs = z$ + (rotdia$ / two)
csav = x$ * (360 / (pi$ * rotdia$))
]
#Reverse direction if needed
if (rot_ccw_pos = 0 & rotaxis_dir$ = 1) | (rot_ccw_pos = 1 & rotaxis_dir$ = 0), csav = -csav
pxyzcout2 #polar interpolation
#Drill polar is toolplane drilling toward center
#if not a coincident axis
#Also, Capture initial index position for Polar Milling
if (opcode$ = three & rot_on_x <> three), pxyzcout0
else,
[
if rot_on_x = one, #X axis rotation
[
csav = atan2(y$, z$) #Z+ zero
axisx$ = vequ(aaxisx)
xabs = rotp(csav, x$)
]
if rot_on_x = two, #Y axis rotation
[
csav = atan2(-x$, z$) #Z+ zero
axisx$ = vequ(baxisx)
xabs = rotp(csav, x$)
]
if rot_on_x = three, #Z axis rotation
[
csav = atan2(-y$, x$) #X+ zero
axisx$ = vequ(caxisx)
xabs = rotp(csav, x$)
]
csav = csav + c$
]
pxyzcout3 #Multisurf rotary axis motion
if rot_on_x = one, #Multisurf Rotary about X
[
csav = atan2 (vtooly$, vtoolz$)
axisx$ = vequ (aaxisx)
]
if rot_on_x = two, #Multisurf Rotary about Y
[
csav = atan2 (-vtoolx$, vtoolz$)
axisx$ = vequ (baxisx)
]
xabs = rotp (csav, x$)
u$ = rotp (csav, u$)
csav = csav + c$
#endregion
#region Rotary axis revolution / index calculations
pcoutrev #Rotary axis revolution calculation (Modify for wind-up)
cdelta = csav — prv_csav
if cuttype = one & rot_type > zero & not(index) & toolchng = zero & toolchng0 = zero, #Axis sub and signed direction or shortesat direction
[
cdelta_calc = abs(cdelta)
cdelta_calc = fmtrnd(cdelta_calc)
if cdelta_calc > 360, #Break rotary motion
[
rev_brkflag = one #Break every 90 or 360 degrees (see plin0$)
redo_proc$ #Reprocess NCI line
]
]
while abs(cdelta) > ctol, #If motion exceeds ctol, add wind-up
[
if cdelta > zero,
[
rev = rev — one
cdelta = cdelta — 360
]
else,
[
rev = rev + one
cdelta = cdelta + 360
]
]
if cuttype <> one, cabs = rev * 360 + csav
else, cabs = sav_rev * 360 + csav
!csav
if index <> 1 & rot_type > 0, #Signed absolute output or shortest direction
[
#Keep tablebetween 0 — 360
while cabs < 0 & absinc$ <> 1, cabs = cabs + 360
while cabs > 360 & absinc$ <> 1, cabs = cabs — 360
# Calc signed direction. Not sure why I need to flop indx_mc
#Phase shift delta 10 revolutions, check odd/even
if frac(int((cdelta + 3600)/180)/two), indx_mc = zero #indx_mc = one
else, indx_mc = one #indx_mc = zero
if cdelta < 0, indx_mc = zero
else, indx_mc = one
]
if rot_type = 1, pset_rot_label_sign #Set rotary axis label with sign
else, pset_rot_label #Set rotary axis label
pindxcalc #Index move calculations, direction is shortest
#Check if in tolerance when not full rotary
#ie. rotary has been defined as an indexer or force_index is yes$
if rot_index = one,
[
cdelta = frac(abs(csav)/ctable)
if cdelta > ixtol & cdelta < 1-ixtol, result = mprint(sindxerror)
]
cdelta = prvcabs — cabs
#Phase shift delta 10 revolutions, check odd/even
if frac(int((cdelta + 3600)/180)/two), indx_mc = one
else, indx_mc = zero
#Set range 0-360
indx_out = csav
while indx_out < 0, indx_out = indx_out + 360
while indx_out > 360, indx_out = indx_out — 360
if rot_type = 1, pset_rot_label_sign #Set rotary axis label
else, pset_rot_label
#endregion
#region Set rotary axis label and sign
pset_rot_label #Set rotary axis label
if not(use_md_rot_label),
[
if rot_on_x = 1, srot_label = srot_x #Rotating about X axis
if rot_on_x = 2, srot_label = srot_y #Rotating about Y axis
if rot_on_x = 3,
[
if vmc, srot_label = srot_z #Rotating about Z axis — vertical machine
else, srot_label = srot_y #Rotating about Y axis — horizontal machine
]
]
result = nwadrs(srot_label, cabs)
result = nwadrs(srot_label, cinc)
result = nwadrs(srot_label, indx_out)
pset_rot_label_sign #Set rotary axis label for signed output direction
if use_md_rot_label,
[
if not(use_rotmcode),
[
if indx_mc = zero, srot_label = srot_label + sminus
else, srot_label = sav_srot_label
]
]
else,
[
if not(use_rotmcode),
[
if rot_on_x = 1, srot_label = srot_x #Rotating about X axis
if rot_on_x = 2, srot_label = srot_y #Rotating about Y axis
if rot_on_x = 3, srot_label = srot_z #Rotating about Z axis
if indx_mc = zero, srot_label = srot_label + sminus
]
]
result = nwadrs(srot_label, cabs)
result = nwadrs(srot_label, cinc)
result = nwadrs(srot_label, indx_out)
#endregion
#region Feedrate calculations
#Feedrate calculations
pconvert_rpd #Convert rapid motion to linear motion at maximum feedrate when selected in CD
gcode$ = one
feed = pst_rpd_fr$
ipr_type = zero
pfcalc #Feedrate calculations, gcode 0 does not evaluate
if gcode$ <> zero,
[
if fmtrnd(cabs) = prvcabs | index, pfcalc_u_min
else,
[
if (cuttype = one & (cutpos2$ <= one | cutpos2$ = four)) | rotfeed4$ = 0,
pfcalc_u_min
else, pfclc_deg_inv
]
if ipr_type <> prv_ipr_type, prv_feed = c9k
]
pfcalc_u_min #Feedrate unit/min
ipr_type = zero
feed = fr_pos$
if feed > maxfeedpm, feed = maxfeedpm
prvfrdeg = feed
pfclc_deg_inv #Feedrate deg/min
circum = zabs * two * pi$
if circum = zero, circum = c9k #Don’t allow Zero
ldelta = sqrt((xabs-prv_xabs)^2+(yabs-prv_yabs)^2+(zabs-prv_zabs)^2)
cdelta = ((abs(cabs — prvcabs))/360)*circum
if ldelta = zero, cldelta = cdelta
else, cldelta = sqrt(cdelta^two + ldelta^two)
if cldelta = zero, cldelta = c9k
#Set rotary feedrate type from CD variable
if rotfeed4$ = 2, use_frinv = yes$ #Use inverse time feedrate is set in CD
else, use_frinv = no$ #Or not…
if use_frinv,
[
#Feedrate inverse calculation
ipr_type = two
prv_feed = c9k #Always force feed
if cuttype = three, cldelta = sqrt((x$-prv_x$)^2+(y$-prv_y$)^2+(z$-prv_z$)^2)
if inversefeed$, #Feedrate in seconds
[
frinv = (fr_pos$*(1/60))/cldelta
if frinv > (maxfrinv/60), frinv = (maxfrinv/60)
]
else, #Feedrate in minutes
[
frinv = fr_pos$/cldelta
if frinv > maxfrinv, frinv = maxfrinv
]
feed = frinv
]
else,
[
#Feedrate deg/min control and calculation
ipr_type = zero #Change to ipr_type = one to force new DPM
frdeg = abs(cdelta/cldelta) * abs(fr_pos$ * (360/circum))
if abs(frdeg — prvfrdeg) > frdegstp | ipr_type <> prv_ipr_type,
[
#Control output of frdeg
prvfrdeg = frdeg
feed = frdeg
]
if frdeg > maxfrdeg, feed = maxfrdeg
]
#endregion
#region Incremental calculations
#Incremental calculations
ps_inc_calc #Incremental calculations, start
xia = fmtrnd(xabs)
yia = fmtrnd(yabs)
zia = fmtrnd(zabs)
xinc = vsub (xia, prv_xia)
ps_cinc_calc
ps_cinc_calc #Incremental calculations, start rotary
cia = fmtrnd(cabs)
cinc = cia — prv_cia
pe_inc_calc #Incremental calculations, end
prvcabs = fmtrnd(cabs) #Avoid updating until called explicitly
!xia, !yia, !zia, !cia
!x$, !y$, !z$, !cc_pos$, !cutpos2$
#endregion
#end of Calculations region
#endregion
#region Parameter read postblocks, parameter tables
# —————————————————————————
# Parameter read postblocks:
# —————————————————————————
pprep$ #Pre-process postblock — Allows post instructions after the post is parsed but before the NC and NCI file are opened.
#DO NOT ATTEMPT TO OUTPUT TO THE NC FILE IN THIS POSTBLOCK (OR ANY POSTBLOCKS YOU MAY CALL FROM HERE) BECAUSE THE NC OUTPUT FILE IS NOT YET OPENED!
sav_index = index #Save original index value
rd_cd$ #Read CD Parameters
rd_mch_ent_no$ = 0 #Read only the machine base parameters (use to collect common parameters from CNC_MACHINE_TYPE)
rd_md$ #Read machine definition parameters
psynclath$ #Read NCI Axis-Combination (950) line
pset_mach #Set rotary switches by reading machine def parameters
#Rotaxtyp = 1 sets initial matrix to top
#Rotaxtyp = -2 sets initial matrix to front
if vmc, rotaxtyp$ = one
else, rotaxtyp$ = -2
pwrtt$ #Pre-read NCI file
if tool_info > 1 & t$ > 0 & gcode$ <> 1003, ptooltable
pwrttparam$ #Pre-read parameter data
#»pwrttparam», ~prmcode$, ~sparameter$, e$
if prmcode$ = 15346, comp_type = rpar(sparameter$, 1) #Cutter compensation type — 0=computer, 1=control, 2=wear, 3=reverse wear, 4=off
if prmcode$ = 10010, xy_stock = rpar(sparameter$, 1) #Capture stock to leave (XY)
if prmcode$ = 10068, z_stock = rpar(sparameter$, 1) #Capture stock to leave (Z)
pparameter$ #Read operation parameters
#rd_params is used to call pparameter postblock and read the parameters of the operation specified in rd_param_op_no
#»pparameter», ~prmcode$, ~sparameter$, e$
if prmcode$ = 12025, rotary_axis2 = rpar(sparameter$, 1) #Capture the axis of rotation in Multiaxis Drill and Curve 5 Axis
# Check To See if tool is metric
if prmcode$ = 20007, toolismetric = rparsngl(sparameter$, 11)
# —————————————————————————
# Parameter lookup tables — You must adjust the size value if you add any parameters to these tables!
# —————————————————————————
# Machine Definition Parameters
fprmtbl 17000 14 #Table Number, Size
# Param Variable to load value into
17391 axis_label #Axis label — 1=X,2=Y,3=Z
17397 srot_label #Rotary Axis label (Generally A, B or C) — Not yet available.
17401 rot_zero #Rotary zero degree position
17402 rot_dir #Rotary direction
17408 rot_index #Index or continuous
17409 rot_angle #Index step
17410 rot_type #Rotary type
17605 min_speed #Minimum spindle speed
17058 maxfrinv #Maximum feedrate — inverse time — inch — Minimum value from MD as this is inverse time
17066 maxfrinv_m #Maximum feedrate — inverse time — metric — Minimum value from MD as this is inverse time
17992 maxfrdeg #Maximum feedrate deg/min
17055 maxfeedpm #Limit for feed in inch/min
17063 maxfeedpm_m #Limit for feed in mm/min
17101 all_cool_off #First coolant off command shuts off ALL coolant options
# Control Definition Parameters
fprmtbl 18000 1 #Table Number, Size
# Param Variable to load value into
18713 subs_before #Subprograms output before or after main program
# Toolpath Group Parameters
fprmtbl 19000 0 #Table Number, Size
# Param Variable to load value into
# —————————————————————————
pset_mach #Set post switches by reading machine def parameters
rot_ax_cnt = 0
rotaxerror = 0
rot_axis = 0 #Turn off rotary axis unless it is detected in machine read — supresses rotary output in 3 axis machines
#maxfeedpm = 999999 #Uncomment these variables to force use of machine def values as initial lowest max feedrate value
#maxfeedpm_m = 9999999 #Otherwise the default (post) initialization setting is used as initial value
!maxfeedpm, !maxfeedpm_m
rd_mch_ent_no$ = syncaxis$ #Retrieve machine parameters based on current axis combination — read from .nci G950 line
if read_md = yes$, rd_md$ #Read machine definition parameters — calls pmachineinfo$
#We only need these set at toolchange (and start of file). No need to set them each time a user may call rd_md
if read_md = yes$, #Override initial post values if reading Machine Definition
[
rot_on_x = rot_axis
rot_ccw_pos = rot_dir
index = rot_index
if rot_angle = zero, ctable = one #ctable zero will produce a divide by zero error, so force to one if zero in MD
else, ctable = rot_angle
if not(vmc) & rot_on_x = 3, rot_on_x = 2 #If HMC and rotating about world Z axis (machine Y axis)
]
else, rot_index = sav_index
if met_tool$ = 1,
[
maxfrinv = maxfrinv_m #Set limit for feed inverse time
maxfeedpm = maxfeedpm_m #Set limit for feed in mm/min
]
sav_srot_label = srot_label #Backup the original rotary axis label
# —————————————————————————
# Machine definition and control definition parameter capture:
# —————————————————————————
pmachineinfo$ #Machine information parameters postblock
#rd_md is used to call pmachineinfo postblock and read the parameters of the selected axis
#combination machine entity set in rd_mch_ent_no
#rd_cd is used to call pmachineinfo postblock and read the active control definition parameters
#rd_tlpathgrp is used to call pmachineinfo postblock and read the active toolpath group parameters
#»—>pmachineinfo», ~prmcode$, » «, ~sparameter$, e$ #Do not uncomment if being called from pprep$ — see pprep comment
#Read parameter lookup tables —
if prmcode$ >= 17000 & prmcode$ < 18000, result = fprm(17000) #Run the parameter table for Machine Definition Parameters
if prmcode$ >= 18000 & prmcode$ < 19000, result = fprm(18000) #Run the parameter table for Control Definition Parameters
#Leave line below commented until you enter values in related lookup tables
#if prmcode$ >= 19000 & prmcode$ < 19900, result = fprm(19000) #Run the parameter table for Toolpath Group Parameters
#Count rotary axis and output error message if more than one is found in the active axis combination and read_md = yes$
if prmcode$ = 19958,
[
component_type = rpar(sparameter$, 1) #Component type
if component_type = 5 & read_md = yes$,
[
rot_ax_cnt = rot_ax_cnt + 1 #Rotary component
if rot_ax_cnt = 2, rotaxerror = rotaxerror + 1 #Post only supports 1 rotary per axis combination
]
]
#Determine Z direction — set vmc
if prmcode$ = 17392 & axis_label = 3,
[
z_dir = rpar(sparameter$, 1) #Z axis direction — +X=1,+Y=2,+Z=3,-X=7,-Y=8,-Z=9
if z_dir <> 3 & z_dir <> 9, vmc = 0 #0 = Horizontal Machine, 1 = Vertical Mill
else, vmc = 1
]
#Set axis of rotation for rotary component
if prmcode$ = 17399,
[
rot_axis = rpar(sparameter$, 1) #Axis of rotation — +X=1,+Y=2,+Z=3,-X=7,-Y=8,-Z=9
if rot_axis > 3, rot_axis = rot_axis — 6 #Keep value positive (+X,+Y,+Z) for use in rot_on_x
]
#Read Linear Axis parameters — capture lowest feedrate value of all linear axis
if maxfeedpm > prv_maxfeedpm, maxfeedpm = prv_maxfeedpm
if maxfeedpm_m > prv_maxfeedpm_m, maxfeedpm_m = prv_maxfeedpm_m
!maxfeedpm, !maxfeedpm_m
#endregion
#region Post text
# Do not add an #endregion tag — or any other #region tags — below this line.
# —————————————————————————
# POST TEXT
# —————————————————————————
[CTRL_MILL|MPFAN]
[misc integers]
1. «Work Coordinates [0-1=G92, 2=G54’s]»//2
2. «Absolute/Incremental, top level [0=ABS, 1=INC]»
3. «Reference Return [0=G28, 1=G30]»
[simple drill]
1. «Drill/Counterbore»
7. «»
8. «»
9. «»
10. «»
11. «»
[peck drill]
3. «»
7. «Peck»
8. «»
9. «»
10. «»
11. «»
[chip break]
3. «»
7. «Peck»
8. «»
9. «»
10. «»
11. «»
[tap]
3. «»
7. «»
8. «»
9. «»
10. «»
11. «»
[bore1]
1. «Bore #1 (feed-out)»
7. «»
8. «»
9. «»
10. «»
11. «»
[bore2]
1. «Bore #2 (stop spindle, rapid out)»
3. «»
7. «»
8. «»
9. «»
10. «»
11. «»
[misc1]
1. «Fine Bore (shift)»
7. «»
8. «»
9. «»
10. «»
[misc2]
1. «Rigid Tapping Cycle»
3. «»
7. «»
8. «»
9. «»
10. «»
11. «»
[drill cycle descriptions]
7. «Fine bore (shift)»
8. «Rigid Tapping Cycle»
[canned text]
1. «Stop»
2. «Ostop»
3. «Bld on»
4. «bLd off»
5. «M5»
6. «M6»
7. «M7»
8. «M8»
9. «M9»
10. «M10»
[CTRL_MILL|DEFAULT]
[misc integers]
1. «Work Coordinates [0-1=G92, 2=G54’s]»//2
2. «Absolute/Incremental, top level [0=ABS, 1=INC]»
3. «Reference Return [0=G28, 1=G30]»
[simple drill]
1. «Drill/Counterbore»
7. «»
8. «»
9. «»
10. «»
11. «»
[peck drill]
3. «»
7. «Peck»
8. «»
9. «»
10. «»
11. «»
[chip break]
3. «»
7. «Peck»
8. «»
9. «»
10. «»
11. «»
[tap]
3. «»
7. «»
8. «»
9. «»
10. «»
11. «»
[bore1]
1. «Bore #1 (feed-out)»
7. «»
8. «»
9. «»
10. «»
11. «»
[bore2]
1. «Bore #2 (stop spindle, rapid out)»
3. «»
7. «»
8. «»
9. «»
10. «»
11. «»
[misc1]
1. «Fine Bore (shift)»
7. «»
8. «»
9. «»
10. «»
[misc2]
1. «Rigid Tapping Cycle»
3. «»
7. «»
8. «»
9. «»
10. «»
11. «»
[drill cycle descriptions]
7. «Fine bore (shift)»
8. «Rigid Tapping Cycle»
[canned text]
1. «Stop»
2. «Ostop»
3. «Bld on»
4. «bLd off»
5. «M5»
6. «M6»
7. «M7»
8. «M8»
9. «M9»
10. «M10»
[CTRL_TEXT_END]

10
Diagnostics & error management
10.9
Error messages of the operating system
710
Lenze · 8400 TopLine · Reference manual · DMS 6.0 EN · 06/2014 · TD05/TD14
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
oC2: Power section — earth fault [xx.0123.00017]
Sd2: Open circuit resolver [xx.0123.00024]
Sd7: Encoder communication error [xx.0123.00026]
Sd4: Open circuit MultiEncoder [xx.0123.00027]
Response (Lenze setting printed in bold)
0: No Reaction 1: Fault 2: Trouble 3: TroubleQuickStop 4: WarningLocked 5: Warning 6: Information
Cause
Remedy
The device has recognised an earth fault at one of the
motor phases. To protect the device electronics, the
inverter control is switched off.
• Mostly, incorrectly executed motor connections are
the cause.
• If motor filter, motor cable length, and cable type
(shielding capacity) are dimensioned incorrectly, this
error message may occur due to leakage currents to
PE.
• If motor filters with additional terminals for +UG and
–UG and devices greater or equal 3 kW are used, the
earth fault detection may be triggered due to leakage
currents to +UG and –UG.
• A cause can also be the use of shielded motor cables
longer than 50 m.
• Check motor connections and the corresponding plug
connector on the device.
• Use motor filters, cable lengths, and cable types
recommended by Lenze.
• If motor filters with additional terminals for +UG and
–UG and devices greater or equal 3 kW are used:
• Deactivate earth-fault detection during operation
by setting the filter time (
C01770
) to 250 ms.
• If motor cables longer than 50 m are used:
• Increase filter time for earth-fault detection during
operation (
C01770
).
Response (Lenze setting printed in bold)
Setting:
C00603/2
( Adjustable response)
0: No Reaction 1: Fault 2: Trouble 3: TroubleQuickStop 4: WarningLocked 5: Warning 6: Information
Cause
Remedy
• Encoder signal interferences (EMC).
• Resolver cable interrupted.
• Resolver defective.
• Check resolver cable.
• Check resolver.
• Switch off monitoring (
C00603/2
= «0: No reaction»)
when the resolver is not used.
Response (Lenze setting printed in bold)
Setting:
C00603/4
( Adjustable response)
0: No Reaction 1: Fault 2: Trouble 3: TroubleQuickStop 4: WarningLocked 5: Warning 6: Information
Cause
Remedy
• Encoder cable interrupted.
• Encoder defective.
• Check encoder cable
• Check encoder.
• Check parameter setting.
Response (Lenze setting printed in bold)
Setting:
C00603/1
( Adjustable response)
0: No Reaction 1: Fault 2: Trouble 3: TroubleQuickStop 4: WarningLocked 5: Warning 6: Information
Cause
Remedy
• Encoder cable interrupted.
• Encoder defective.
• Supply voltage for the encoder not sufficient.
• Check encoder cable.
• Check encoder.
• Check the set encoder supply voltage in
C00421
.
Adapt setting to the max. permissible encoder supply
voltage. If required, additional voltage drops of the
encoder cable have to be taken into consideration.
• Switch off monitoring (
C00603/1
= «0: No reaction»)
when the encoder is not used.
100% stator Earth Fault protection:
Stator is a stationary winding of generator. It is a heart of the generator. To protect the stator, we have many protections such as differential relay, percentage differential relay, restricted earth fault relay, standby earth fault relay, etc. But they are primary protection for the generator, if they failures to operate, we need a backup protection. Therefore 100% stator earth fault protection work as back up protection of the alternator.
[wp_ad_camp_1]
Principle of 100% stator Earth Fault protection:
Most Commonly the generator neutral is earthen with the NGR Neutral grounding resistor. Here during normal condition, The current through the NGR will normally be 5 – 10 A (depending upon rating and resistance value) when subjected to the rated phase to earth voltage. Here the generators with step-up transformer, a neutral point voltage relay (27TN/59N) with typical setting 5 % of generator phase voltage will provide earth-fault protection for 95 % of the stator winding.
The above setting covers the generator/alternator’s bus duct, the low-voltage winding of the step-up transformer associated with the generator and other interconnection with the stator winding. If the earth-fault nearer to the neutral point of the generator will not give sufficient neutral point voltage to activate the neutral point voltage (95 %) relay. Therefore, additional protection methods are used to provide a 100% stator ground fault protection. Special protection systems based on the third harmonic analysis and on the subharmonic voltage injection can detect stator ground faults close to the neutral. These protection methods are strongly recommended for large generators since the entire stator winding must be protected.
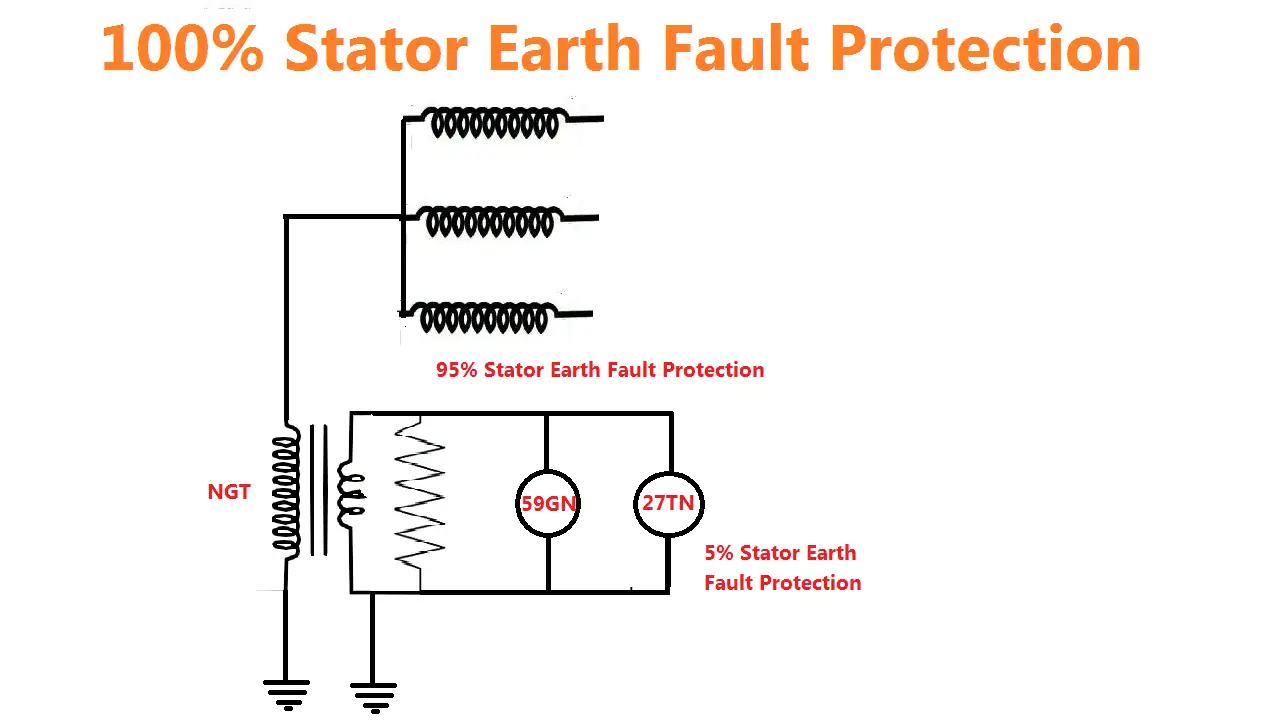
[wp_ad_camp_1]
Remaining 5% Stator Earth fault protection:
Normally, the Generator produces about 1 % or more third harmonic voltage under all service conditions, can have the entire stator winding, including the neutral point, protected using a scheme which combines the neutral point voltage function (95 % relay) and a third harmonic under voltage function. Under normal condition, typically 40 – 60 % of the generated third harmonic phase voltage will appear across the neutral point resistor and will activate the third harmonic voltage relay. If an earth-fault occurs close to the neutral point, the third harmonic voltage drops to a low value and the under voltage relay operates. Hence the remaining position of the generator windings are being covered.
Note: The relay must have a filter which prevents the fundamental frequency neutral point voltage from affecting the third harmonic voltage function. Therefore, an effective filter must make the third harmonic relay practically insensitive to fundamental frequency voltages.
Ref: ABB for Fair Use
Generator Protection — Rotor Earth Fault Protection (64R1/ 64R2)
Rotor Earth Fault
Protection (64R1/64R2)
The field circuit of generator
(i.e. rotor winding) is an isolated D.C. circuit and not earthed anywhere. The
field can be exposed to abnormal mechanical or thermal stresses due to
vibration, excessive currents or choked cooling medium flow. This may result in
a breakdown of the insulation between the field winding and the rotor iron at
one point where the stress has been too high.
A single earth fault in the field
winding or its associated circuits, therefore, gives rise to a negligible fault
current and does not represent any immediate danger. If however a second ground
fault should occur, heavy fault current and severe mechanical unbalance may
quickly arise and lead to serious damage. It is essential therefore that any
occurrence of insulation failure is discover and that the machine is taken out
of service as soon as possible. Normally the machine is tripped instantly on
occurrence of second rotor earth fault. Three method are available to detect
this type of fault.
First Rotor Earth Fault Protection
64 R1
Ø Potentiometer
method
Ø A.C.
injection method
Ø D.C.
injection method
POTENTIOMETER METHOD
In this scheme, a centre tapped
resistor is connected in parallel with the main field winding as shown in Fig. C.
The centre point of the resistor is connected to earth through a voltage relay.
An earth fault on the field winding will produce a voltage across the relay.
The maximum voltage occurring for faults at the ends of the winding.
A ‘blind spot’ exists at the centre
of the field winding, this point being at a potential equal to that of the
tapping point on the potentiometer. To avoid a fault at this location remaining
undetected, the tapping point on the potentiometer is varied by a push button
or switch. It is essential that station instructions be issued to make certain
that the blind spot is checked at least once per shift. The scheme is simple in
that no auxiliary supply is needed. A relay with a setting 5% of the exciter
voltage is adequate. The potentiometer will dissipate about 60 volts.
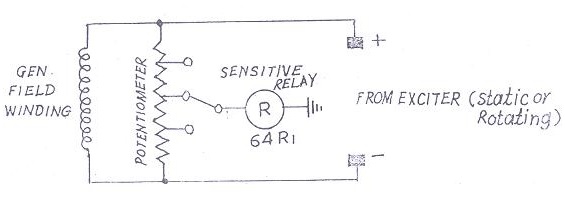
Fig C:
Potentiometer Method
A.C. INJECTION METHOD
This scheme is shown in Fig. D, it comprises of an
auxiliary supply transformer, the secondary of which is connected between earth
and one side of the field circuit through an interposed capacitor and a relay
coil.
The field circuit is subjected to an alternating
potential at the same level throughout, so that an earth fault anywhere in the
field system will give rise to a current which is detected by the relay. The
capacitor limits the magnitude of the current and blocks the normal field
voltage, preventing the discharge of a large direct current through the
transformer.
This scheme has an advantage over the
potentiometer method in that there is no blind spot in the supervision of the
field system. It has the disadvantage that some current will flow to earth
continuously through the capacitance of the field winding. This current may
flow through the machine bearings, causing erosion of the bearing surface. It
is a common practise to insulate the bearings and to provide an earthing brush
for the shaft, and if this is done the capacitance current would be harmless.
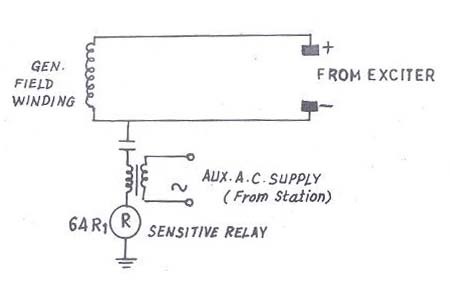
Fig C:
Potentiometer Method
A.C. INJECTION METHOD
This scheme is shown in Fig. D, it comprises of an
auxiliary supply transformer, the secondary of which is connected between earth
and one side of the field circuit through an interposed capacitor and a relay
coil.
The field circuit is subjected to an alternating
potential at the same level throughout, so that an earth fault anywhere in the
field system will give rise to a current which is detected by the relay. The
capacitor limits the magnitude of the current and blocks the normal field
voltage, preventing the discharge of a large direct current through the
transformer.
This scheme has an advantage over the
potentiometer method in that there is no blind spot in the supervision of the
field system. It has the disadvantage that some current will flow to earth
continuously through the capacitance of the field winding. This current may
flow through the machine bearings, causing erosion of the bearing surface. It
is a common practise to insulate the bearings and to provide an earthing brush
for the shaft, and if this is done the capacitance current would be harmless.
Fig D: A.C
Injection Method
D.C. INJECTION METHOD
The capacitance current objection
to the a.c. injection scheme is overcome by rectifying the injection voltage as
shown in Fig. E. The d.c. output of a transformer rectifier power unit is
arranged to bias the positive side of the field circuit to a negative voltage
relative to earth. The negative side of the field system is at a greater
negative voltage to earth, so an earth fault at any point in the field winding
will cause current to flow through the power unit. The current is limited by
including a high resistance in the circuit and a sensitive relay is used to
detect the current.
The fault current varies with fault
position, but this is not detrimental
Provide the relay can detect the
minimum fault current and withstand the maximum.
The relay must have enough
resistance to limit the fault current to a harmless value and be sufficiently
sensitive to respond to a fault which at the low injection voltage may have a
fairly high resistance.
Insulation leakage current, taking
into account of the high voltage to earth at the negative end of the winding
and any over voltage due to field forcing and so on.

Fig E: D.C.
Injection Method
2ND ROTOR EARTH FAULT PROTECTION (64R2)
In this test system is replaced by a
replica field system in the form of potential divider , two work 1 K
potentiometer in parallel with station D.C. is used so in fig.(F) SW1 at 1st
rotor E / F position. Closed switch S1 check that 1st rotor E/F relay VAEM
(64R1) operated. Shift S1 to balance. Obtain balance on the mA meter
(Galvanometer) by coarse / fine adjustment of potentiometer. Shift SW1 on test
position check operation of relay 64R2 by closing switch S2 thus creating an
unbalance which simulates second E/F.
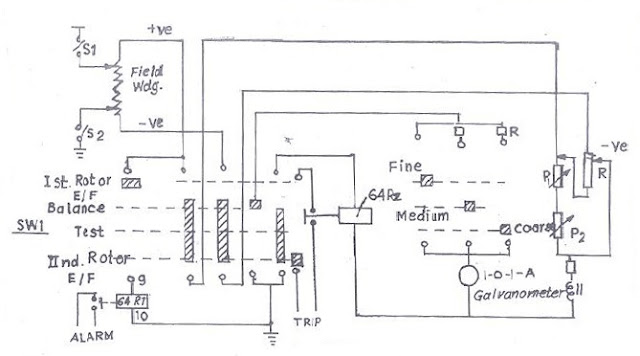
Fig E: D.C.
Injection Method
2ND ROTOR EARTH FAULT PROTECTION (64R2)
In this test system is replaced by a
replica field system in the form of potential divider , two work 1 K
potentiometer in parallel with station D.C. is used so in fig.(F) SW1 at 1st
rotor E / F position. Closed switch S1 check that 1st rotor E/F relay VAEM
(64R1) operated. Shift S1 to balance. Obtain balance on the mA meter
(Galvanometer) by coarse / fine adjustment of potentiometer. Shift SW1 on test
position check operation of relay 64R2 by closing switch S2 thus creating an
unbalance which simulates second E/F.
Fig F: Second Rotor Earth Fault Protection
ROTOR EARTH FAULT
The scheme to detect rotor earth in
case of brushless excitation system is show in fig.(G) in this case, rotor
earth fault relay forms the three arms of a bridge whose forth arm is the field
winding capacitance to rotor body. During rotor earth fault, this capacitance
gets shorted and the bridge becomes unbalanced operating the relay. Main
exciter winding, rotating diodes and generator field winding is protected by
this relay.
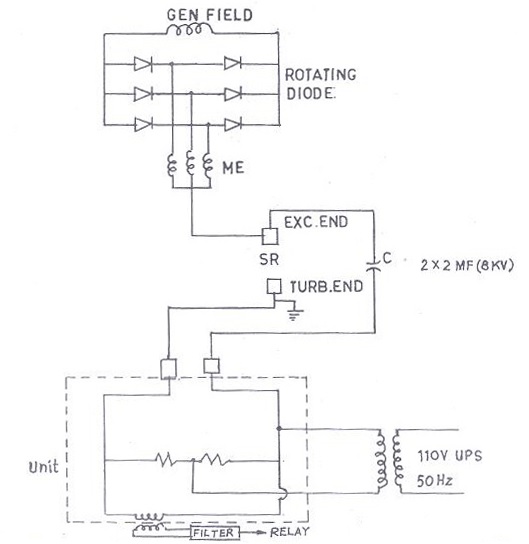
Fig G: Rotor Earth Fault
Генераторы SDMO очень нажны. Тем не менее, даже у них бывают неполадки. Соблюдение правил эксплуатации,
своевременная диагностика и качественный текущий и капитальный ремонт оборудования – залог бесперебойной и
эффективной его работы. Наша компания выполняет ремонт генераторов KOHLER-SDMO. Рассмотрим, какие бывают
ошибки генераторов SDMO.
Дизель-генератор KOHLER-SDMO не запускается
При ситуации, когда генератор не запустился стоит обратить внимание на следующее:
- Разряд аккумуляторных батарей или снижение давления в баллонах сжатого воздуха, обеспечивающих запуск
двигателя. Если не завелся ДГУ после простоя (на протяжении нескольких месяцев), то причину искать
необходимо именно в этом. - Выход из строя топливного насоса, что приводит к неравномерной или недостаточной подаче горючего в
дизельный двигатель. - Применение некачественного или загрязненного горючего, что становится причиной засорения топливного
фильтра. - Зачастую в зимних условиях не запускается дизель-генератор по причине применения не соответствующего
сезону топлива. Летняя солярка парафинизируется, превращаясь практически в вязкое желе. - В большинстве случаев, если не заводится дизель-генератор, причины следует искать в топливной системе
или в пусковых устройствах. Помимо этого, при появлении проблем с запуском агрегата в работу в холодных
условиях стоит обратить внимание на работоспособность предпускового подогрева оборудования.
Существует несколько вариантов незапуска двигателя:
1. При повороте ключа в замке зажигания на старт стартер не включается.
В таком случае причина поломки заключается в электрическом оборудовании или электронных системах грузовика.
Причины могут быть следующие:
- Неисправность блока реле и предохранителей.
- Отсутствие контактов в разъемах электропроводки.
- Неисправность главного реле грузового автомобиля.
- Выход из строя замка зажигания Выход из строя стартера.
- Обрыв или замыкание шины КАН.
- Отсутствие “массы”.
- Отсутствие напряжения питания на блоке управления двигателем.
- Обрыв или замыкание жгута проводки.
- Неисправность втягивающего реле стартера.
- Выход из строя замка зажигания.
- Выход из строя блока управления двигателем.
2. Стартер крутит, но не заводит двигатель.
Причина неисправности может заключаться как в электрооборудовании автомобиля, так и в механике. Неисправности
автоэлектрики могут быть как описанные выше, кроме неисправностей связанных со стартером и его цепями, плюс
следующие причины:
- Неисправность топливного насоса высокого давления (ТНВД).
- Механическая поломка двигателя.
- “Завоздушивание“ топливной аппаратуры.
- Неисправность иммобилайзера.
- Отсутствие солярки в баке.
- Засорение топливного фильтра.
- Неисправность чипа в ключе.
- Засорение топливопроводов.
- Поломка обратного клапана.
- Механические неисправности форсунок.
Самопроизвольное отключение дизельного генератора SDMO
Если дизель генератор SDMO глохнет практически сразу после запуска, самопроизвольно отключаясь, то чаще всего
это связано с топливной системой:
- Вы используете топливо не по сезону.
- Воздух в топливном баке.
- Недостаточный уровень горючего в топливном баке.
- Повышенное сопротивление в выпускной и впускной системе.
- Вышла из строя система подогрева топливного фильтра.
- Неверно установлены холостые обороты, потребуется провести настройку.
- Загрязнение фильтра для дизеля. Необходимо своевременно очищать фильтры от засорения, и производить
замену элементов, согласно срокам заявленных производителем. - Сбой работы или поломка форсунок, рекомендуется их проверить и по необходимости заменить.
Отсутствие искры в свече зажигания
Это одна из частых причин неисправности генератора. Исправить неполадку можно самостоятельно: специальным
ключом выкручивается свеча, очищается железной щеткой от нагара, протирается спиртовым раствором и
просушивается.
Далее нужно проверить работоспособность свечи: придерживаясь за изолятор, прикоснитесь электродом к
металлическому корпусу – если искра есть, значит свеча рабочая, если же нет, значит придется приобрести
новую.
Стук при работе двигателя СДМО
Если вы столкнулись с появлением постороннего стука при работе двигателя генератора, то необходимо немедленно
оставновить устройство. Это может быть связано со следующими повреждениями:
- Повреждение или износ кривошипно-шатунного механизма, его подшипников.
- Наличие посторонних предметов в камере сгорания.
- Неправильно отрегулирован момент подачи топлива.
- Повреждения клапанов или распределительного вала.
- Вышли из строя поршневые кольца.
Если же данные повреждения не обнаружены, то проверьте регулировку клапанов и механизма газораспределения,
тип топлива и наличие высокооктановых добавок в нем, состояние системы охлаждения.
Во время работы на электрогенераторах может появиться сильный перегрев, что вызвано недостаточным натяжением
ремня или нехваткой охлаждающей жидкости. Также перегрев появляется, если радиатор дизель-генератора СДМО
очень грязный, и тепло не может нормально выходить наружу. К серьезным причинам перегрева относятся выход из
строя термостата, а также насоса, который качает тосол или антифриз.
Увеличенный расход масла
Повышающийся расход масла практически всегда ведет к обильому дымообразованию и изменению цвета выхлопных
газов. Причины:
- Вышли из строя поршневые кольца или повреждено зеркало самих цилиндров.
- Закоксованы прорези на маслосъемных кольцах или соответствующие канавки на поршнях, что произошло
вследствие использования несоответствующего масла. - Выход из строя или чрезмерный износ маслоотражательных колпачков, установленных на клапанах.
- Повреждения клапанов и других деталей газораспределительного механизма.
Изменение напряжения на дизель-генераторе SDMO
Если вы заметили заниженный уровень напряжения, то возможны следующие неисправности:
- Нарушение контакта в местах подсоединения проводов, износ щеток генератора.
- Причина просадки с 380 до 330 В у трехфазного агрегата может быть связана с недостаточной подачей
напряжения в цепь возбуждения, кроме того, свою роль может сыграть и перекос фаз при неравномерной
нагрузке.
При завышенном напряжении обратите внимание на работу устройства АВР (регулятор напряжения).
Если напряжение отсутствует, проверьте автомат защиты или предохранители, которые могли выйти из строя из-за
токовой перегрузки или короткого замыкания в цепи. К данной поломке относят следующие неисправности:
- Если устройство работает, но нет напряжения, то может быть проблема с контактами или щетками. В
некоторых случаях контакты могут окислиться или часть проводки повреждена. Проверяется целостность
проводки, крепежи, а также контакты. Если нужно контакты зачищаются. При сильном износе щеток их следует
поменять на новые.Возможно, была сильная перегрузка в работе, после чего отключился автомат и
сгорели пробки. Для устранения неисправности нужно поменять пробки или просто включить автомат.
Выход из строя регулятора напряжения не позволит получить напряжение, поэтому проводится ремонт или
замена регулятора.Конденсат в топливном баке
При работе генератора в помещении с существенными колебаниями температур и наличием высокой влажности
в топливном баке может образоваться конденсат – еще одна причина, по которой может глохнуть
генератор. Решить этот вопрос можно достаточно быстро: слейте топливо в чистую емкость, хорошо
просушите бак, и оставьте его в проветриваемом помещении на 3-4 часа. После того, как стенки бака
просохнут, можно заполнять его топливом и запускать в работу.Нестандартный цвет выхлопных газов
При работе дизель-генератора необходимо смотреть на выход газов, а именно на их цвет. Если газы
выходят белые, голубые или черные, то, вероятнее всего, устройство работает неправильно и есть
поломки.Часто проблема кроется в грязном воздушном фильтре, но если его поменять и цвет не изменится, то
причины следующие:- Неправильная работа или выход из строя насоса высокого давления, форсунок свечей накала и их
реле. - Не выставлены зазоры на клапанах или неправильно установлен момент впрыска горючего.
- Нет компрессии в двигателе.
- Неверно подобрано масло для дизель-генератора SDMO.
Выходящий из трубы черный дым говорит об:
- Ошибочном положении ТНВД (неправильный состав топливной смеси);
- Изношенных распылителях форсунок;
- Неисправном насосе (регуляторе оборотов).
Сильное выделение дыма при работе с нормальными нагрузками
Кроме цвета, на неисправность указывает большое количество выходящих выхлопных газов, когда
электростанция очень дымит. В целом, причины схожи. Современные дизель-генераторы упрощают ремонт и
обслуживания владельцам, поскольку на новых моделях может стоять небольшой монитор и компьютер,
который показывает коды ошибок дизель-генератора. Зная основные коды, которые можно увидеть в
инструкции легко устранить поломку.Обильный дым, выходящий из выхлопной трубы, говорит об изношенности поршневой системы, а точнее — о
необходимости замены поршневых колец и гильз, так как увеличенные зазоры между ними допускают
сгорание моторного масла и выброс продуктов горения через выхлопную систему. Для проверки этого
следует измерить компрессию в цилиндрах: если давление сильно меньше, чем номинальное (указывается
производителем мотора), то придется обратиться к мотористу.Если ДВС оснащен турбиной, причина большого количества дыма может быть связана с ее поломкой. Масло
требуется для охлаждения крутящихся элементов турбины. По мере износа агрегата частицы масла
попадают во впускной коллектор, а затем — в камеру сгорания. Это вызывает отложения кокса на
поверхностях клапанов и повышенное задымление. Эксплуатация ДВС с неисправной турбиной может
привести к более затратному ремонту прочих узлов мотора.Самостоятельный осмотр и устранение неполадок
Проверка целостности охлаждающей системы:
- Прогреть двигатель.
- Вытащить масляный щуп;
- Если масло с пеной (эмульсией), значит, охлаждающая жидкость попадает в картер ДВС. Либо
нарушена целостность прокладки головки блока, либо в блоке или в головке есть трещины. - Если масло жидкое и пахнет соляркой, скорее всего форсунки «льют», следует проверить и заменить
распылители.
Осмотр клемм аккумулятора: если имеется посторонний налет, следует его удалить, клеммы затянуть
снова.Проверка подачи топлива:
- Приоткрутить штуцер подачи топлива после насоса ручной подкачки.
- Вручную подкачать солярку: если поток свободный, без рывков, то из бака топливо идет.
- Затянуть штуцер обратно.
- Открутить (не полностью) трубки подачи топлива к форсункам.
- Прокрутить стартером коленчатый вал: если к форсункам идет чистая смесь (без пены и пузырей), то
все нормально. - Проверить форсунки на стенде или поочередно, не льет ли солярка из распылителей.
- Ремонт генератора SDMO
- О нашей компании
- Цены на генераторы KOHLER-SDMO
- Инструкции и руководства генераторов SDMO
- Электрическая схема генератора SDMO
- Неправильная работа или выход из строя насоса высокого давления, форсунок свечей накала и их