
Контроль изделия по количественному признаку. Риски поставщика и потребителя
После
того как продукция изготовлена, она
должна быть проконтролирована по
заданным показателям качества на
предмет соответствия техническим
условиям. Согласно ГОСТ 14.318-83 по
полноте охвата продукции контроль может
быть сплошным или выборочным. При
сплошном контроле проверке подвергается
каждое изделие. При выборочном –
некоторая часть. Поскольку контроль
производится с помощью оборудования,
имеющего ограниченную точность, при
контроле возможны ошибки. Вероятность
принять при контроле годное за брак
называется вероятностью ошибки первого
рода или риском поставщика. Эта
вероятность обозначается
.
Из-за ошибок контроля возможно также
принятие брака за годное. Вероятность
такого события называется вероятностью
ошибки второго рода или риском потребителя.
Эта вероятность имеет обозначение![]()
.
Рассмотрим как рассчитываются риски
и
при
контроле изделия с помощью оборудования,
имеющего конечную точность.
Риск поставщика
Предположим,
что ТП изготовления изделий настроен.
Это означает, что среднее значение
производственного
распределения параметра качества
изделия центрировано относительно
номинального значения по ТУ, а
дисперсия
относительного отклонения параметра
от его среднего значения удовлетворяет
требуемой точности процесса. На рис.5.1
показано производственное распределение
параметра (широкая кривая) и гауссовское
распределение измерительного прибора
(узкая кривая) при условии, что прибор
не имеет систематической погрешности
и истинное значение измеряемого параметра
качества находится внутри поля допуска
по ТУ. По оси абсцисс
Рисунок 5.1
Производственное распределение и
распределение измерительного прибора
при контроле годного изделия
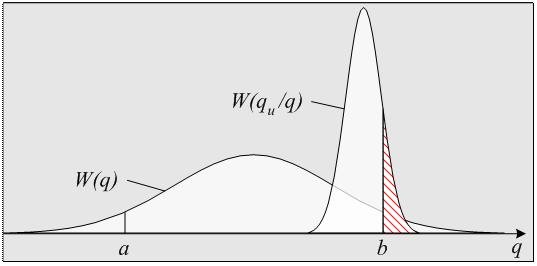
на
рисунке отложены значения параметра,
по оси ординат – значения функций
распределения. Границы поля допуска
обозначены a (нижняя)
и b (верхняя).
При
измерении вместо истинного
значения параметра q
может быть получено другое значение
в соответствии с распределением прибора.
До тех пор, пока результат измерения
хотя и отличается от истинного значения,
но остается внутри поля допуска по ТУ,
годное изделие признается за годное и
ошибка измерения не влечет ложного
забракования. Если результат измерения
выходит за верхнюю или нижнюю границы
поля допуска, годное изделие ошибочно
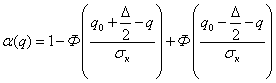
бракуется. Вычислим риск потребителя
![]()
,
обозначив истинное значение годного
параметра q, результат
измерения
![]()
(индекс
к означает контроль), стандартное
отклонение измерения
![]()
.

.
(5.15)
Путем
стандартной замены
переменных (5.15)
приводится к виду
.
(5.16)
На
рис.5.1
штриховкой показана площадь
под кривой распределения измерительного
прибора, соответствующая риску (5.16).
Поскольку параметр q мог
принять любое значение в пределах поля
допуска, величина условного риска
является
случайной. Чтобы найти средний риск
поставщика, усредним условный риск
(5.16)
по всем возможным значениям параметра
q, находящимся внутри поля
допуска. В соответствии с правилом
усреднения случайной величины
![]()
(5.17)
Здесь
w(q/D)
– распределение параметра качества
при условии, что этот параметр лежит в
допусковой области D. В
соответствии с правилами вычисления
условных вероятностей
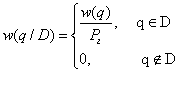
(5.18)
Здесь
w(q) –
безусловное гауссовское распределение
параметра качества,
![]()
вероятность
годности (вероятность условия),
определяемая соотношением (5.14).
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Вероятность того, что, отвергая нулевую гипотезу, мы совершаем ошибку (первого рода), которая численно равна уровню значимости а, задаваемому при проверке гипотезы. [c.205]
Случай, когда РН, п> РНО,П определены, называется случаем двух простых гипотез. В [12] показано, что для данного случая существует наилучший критерий, т. е. что всегда можно определить с как функцию ошибки первого рода и что [c.89]
Очевидно, что уровень значимости q — это вероятность ошибки первого рода. Если он чрезмерно велик, то в основном ущерб будет связан с ошибочным отклонением верной гипотезы Н0, если же он чрезмерно мал, то ущерб будет возникать от ошибочного принятия ложной гипотезы Н0. На практике в качестве [c.70]
Ошибки первого рода определяются на уровне менеджмента, реально сложившемся на [c.37]
Если qn > q, то возникает ошибка первого рода и, наоборот. [c.155]
Вероятность совершить ошибку первого рода принято обозна- [c.63]
Ошибка первого рода возникает, когда процесс находится в [c.149]
При проверке гипотезы Я0 против Я, возможны два рода ошибок. Ошибки первого рода — это ошибка, когда принимается не- [c.58]
Все выборочные методы контроля качества связаны с риском ошибок. Существует риск ошибочного отклонения годной партии (в терминах статистики ошибка первого рода) и риск ошибочного принятия негодной партии (ошибка второго рода). Поскольку в первом случае дополнительные расходы несет производитель, риск называется риском производителя. Принятие бракованной партии имеет те же последствия для другой стороны, поэтому риск второго рода называют риском покупателя. [c.250]
Ошибка первого рода 256 [c.480]
Ошибки первого рода должны предотвращаться агентствами-исполнителями с ошибками второго рода сложнее, так как исполнителю их трудно об- [c.31]
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий, ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию. [c.225]
При использовании критерия К. Пирсона, как и в случае применения других критериев, возможны два рода ошибок. Ошибка первого рода состоит в отклонении верной гипотезы, а ошибка второго рода — в принятии неправильной. Для иллюстрации на рис. 43 показаны кривые плотности распределения вероятности величины х2 в случаях, когда проверяемая гипотеза верна — кривая 1, и когда неверна — кривая 2. Если вероятности, с которой выносится решение, соответствует значение х20 ю при всех Х < х о гипотеза будет приниматься, а при всех х2 > х.2, — отклоняться. Вероятности ошибок первого и второго родов при этом [c.108]
Мы проанализируем АЩ1)-разности логарифмических прибылей для рынков капитала. АК(1)-разности используются для устранения — или, по крайней мере, для сведения к минимуму — линейной зависимости. Как мы видели в Главе 5, линейная зависимость может сместить показатель Херста (и может заставить его выглядеть значимым, когда нет процесса с долговременной памятью) т.е. вызвать ошибку первого рода. Используя АК(1)-разности, мы сводим смещение к минимуму, и, будем надеяться, делаем результаты незначительными. Такой процесс часто называют, предварительным отбеливанием или удалением трендов. Мы будем использовать последний термин. Удаление трендов не подходит для всех статистических испытаний, хотя кажется, что оно используется почти волей-неволей. Для некоторых испытаний удаление трендов может скрыть значимую информацию. Однако в случае R/S-анализа удаление трендов устранит сериальную корреляцию, или кратковременную память, а также инфляционный рост. Сериальная корреляция представляет проблему для очень высокочастотных данных, таких как пятиминутные прибыли. Инфляционный рост является проблемой для низкочастотных данных, таких как 60 лет месячных прибылей. Однако, как мы увидим, для R/S-анализа процесс с кратковременной памятью представляет гораздо большую проблему, чем проблема инфляционного роста. Мы начинаем с ряда логарифмической доходности [c.110]
Как видно по таблице, для реально встречающихся на практике распределений (см. [14, п. 6.1.11]) истинная ошибка первого рода может быть очень большой, в несколько раз превышая нормальную ошибку в 5%. [c.397]
Применительно к задаче статистического регулирования ошибка первого рода состоит в том, что налаженный процесс будет принят за разлаженный и он будет необоснованно остановлен для корректировки, когда в этом нет необходимости. Ошибка второго рода в этой задаче состоит в том, что разлаженный процесс будет принят за налаженный, что приведет к выпуску бракованной продукции. [c.25]
Вероятность совершить ошибку первого рода принято обозначать через а, а вероятность совершить ошибку второго рода — через р. Для задачи статистического регулирования а называется риском излишней наладки, ар — риском незамеченной разладки. Критическими точками (границами) называют точки, отделяющие критическую область от интервала — области принятия гипотезы. Различают одностороннюю (правостороннюю или левостороннюю) и двустороннюю критические области. Правосторонней называют критическую область, определяемую неравенством К>Ккр, где К — статистика критерия, Кщ, — положительное число (рис. 2.3). [c.25]
С этой целью задаются достаточной малой вероятностью — уровнем значимости а (это то же, что и вероятность совершения ошибки первого рода). Затем ищут критическую точку Ккр, исходя из требования, чтобы при условии справедливости нулевой гипотезы вероятность того, что критерий К примет значение большее /СкР, была бы равна принятому уровню значимости [c.26]
Как следует из неравенства (3.89) и (3.93), события Л и S не являются независимыми (поскольку в указанные неравенства входит одна и та же величина Дт). Поэтому на основании выражений (3.90) и (3.93) вероятность ошибки первого рода определится как [c.161]
Поэтому, несмотря на отсутствие отклонений в технологическом процессе, границы регулирования на контрольной карте могут быть нарушены вследствие ошибочной оценки ( риск излишней наладки ). Это называется ошибкой первого рода. Поскольку расстояние между средней линией и границами регулирования обычно составляет 3 сигмы (три средних квадратических отклонения), вероятность риска ошибки первого рода составляет 0,3%. [c.74]
Если сузить диапазон границ регулирования, то ошибки второго рода сократятся, однако ошибки первого рода увеличатся. Если же расширить границы регулирования, то ошибки первого рода уменьшатся, тогда как ошибки второго рода возрастут. Отсюда вытекает, что рациональное и экономичное сочетание этих двух аспектов является сущностью установления границ регулирования. [c.74]
Последствия ошибок первого и второго рода весьма различны. Ошибка первого рода требует от аудитора или экономического субъекта дополнительной работы по уточнению факта и характера обнаруженных недостатков бухгалтерского учета или системы внутреннего контроля. После дополнительных исследований истина обычно устанавливается. [c.216]
Ошибка первого рода — ошибка биометрической системы, принявшей зарегистрированного легального пользователя за злоумышленника. [c.449]
Ошибка первого рода состоит в том, что будет отвергнута правильная нулевая гипотеза. [c.71]
Гипотеза Но отклоняется Ошибка первого рода Правильный вывод [c.72]
В большинстве случаев последствия указанных ошибок неравнозначны. Первая приводит к более осторожному, консервативному решению, вторая — к неоправданному риску. Что лучше или хуже — зависит от конкретной постановки задачи и содержания нулевой гипотезы. Например, если Н0 состоит в признании продукции предприятия качественной, и допущена ошибка первого рода, то будет забракована годная продукция. Допустив ошибку второго рода, мы отправим потребителю брак. Очевидно, последствия второй ошибки более серьезны с точки зрения имиджа фирмы и ее долгосрочных перспектив. [c.72]
Вероятность совершить ошибку первого рода принято обозначать буквой а, и ее называют уровнем значимости. Вероятность совершить ошибку второго рода обозначают / . Тогда вероятность несовершения ошибки второго рода (1 — р) называется мощностью критерия. [c.72]
Обычно значения а задают заранее круглыми числами (например, 0.1 0.05 0.01 и т. п.), а затем стремятся построить критерий наибольшей мощности. Таким образом, если а = 0.05, то это означает, что исследователь не хочет совершить ошибку первого рода более чем в 5 случаях из 100. [c.72]
На практике для построения тестов часто используют следующий подход. Предположим, что можно найти такую статистику tn = tn(Xi,…, Хп), что если гипотеза Щ верна, то распределение случайной величины tn известно (например, табулировано). Тогда для заданного значения а ошибки первого рода можно найти такую область Ка, что P(in Ка] = 1 — а (подчеркнем, что вероятность вычисляется в предположении, что верна нулевая гипотеза). Тогда тест определяется следующим образом [c.540]
При желании можно повысить «подозрительность» нейросети, обеспечив точность выявления банкротов вплоть до 99% — за счет снижения требований к ошибкам второго рода (класификации нормальной фирмы как банкрота). Это достигается путем увеличения веса ошибки первого рода (класификации банкрота как нормальной фирмы). В зависимости от конкретной практической задачи «подозрительность» сети можно произвольно регулировать. [c.188]
Вероятность ошибки первого рода, т.е. вероятность попада- [c.65]
Текущая страница: 13 (всего у книги 14 страниц) [доступный отрывок для чтения: 3 страниц]
9.3. Оценка уровня качества продукции
Уровень качества продукции – относительная характеристика, основанная на сравнении совокупности фактических показателей качества с соответствующей совокупностью базовых показателей.
Оценка уровня качества продукции – совокупность и последовательность операций, включающая выбор номенклатуры показателей качества, определение (измерение) их значений, сопоставление полученных значений с базисными, нормативными, эталонными и выявление на этой основе отклонений фактических значений от базисных.
Алгоритм оценки уровня качества приведен на рис. 9.2.
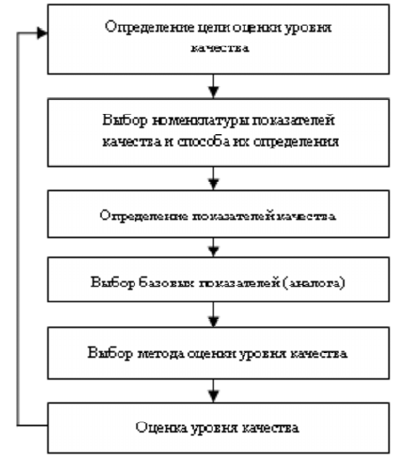
Рис. 9.2 Алгоритм оценки уровня качества
Для оценки уровня качества продукции применяются, как правило, два метода: дифференциальный и комплексный.
Дифференциальный метод заключается в сопоставлении единичных показателей качества данного изделия с соответствующими единичными показателями аналога. Пусть единичными показателями изделия являются Рш (i = 1, 2,3, n) и аналога Ра1 (i = 1, 2, 3.. n), где n – число показателей. Сопоставление может иметь следующий вид Ри/Ра, Ра/Ри, Ри – Ра, Ра – Ри и др. Наиболее часто применяются первые два отношения.
Допустим qi = Ри/Ра. Обычно выбирают то соотношение, при котором происходит улучшение качества изделия. Так, например, если рассчитывается соотношение по показателю «производительность», то в числителе стоит производительность изделия, а если показателям «вес» или «масса», то в числителе стоит вес аналога.
При анализе результатов имеет место три варианта соотношений: по всем показателям qi > 1; по всем показателям qi < 1; по одним показателям qi меньше единицы, а по другим – qi больше единицы. Первый вариант бесспорен – наше изделие лучше аналога. Бесспорен и второй вариант – изделие хуже аналога, и запускать его в производство рискованно. Наиболее часто при создании нового изделия сталкиваются с третьим вариантом. Если анализируемые показатели можно разделить на важные и не важные, или на основные и вспомогательные, то наше изделие можно оценить по качеству лучше аналога, если большинство основных (или важных) показателей изделия выше, чем у аналога. Во всех других случаях решение может быть только отрицательным. Вес или приоритет того или иного показателя целесообразно устанавливать по отзывам потребителей продукции или экспертов.
Комплексный метод основан на применении обобщенного, главного показателя качества, отражающего основное функциональное назначение.
9.4. Контроль в системе управления качеством
Одной из важнейших составляющих деятельности по управлению качеством является контроль. Главная задача контроля – проверка соответствия продукции или процесса, от которого зависит ее качество, установленным требованиям.
Технический контроль включает три основных этапа:
получение первичной информации о фактическом состоянии объекта контроля, контролируемых признаках и показателях;
• получение вторичной информации – отклонений от заданных параметров путем сопоставления первичной информации с запланированными критериями, нормами и требованиями;
• подготовка информации для выработки соответствующих управляющих воздействий на объект, подвергавшийся контролю.
Виды технического контроля подразделяются по следующим основным признакам:
• в зависимости от объекта контроля – контроль количественных и качественных характеристик свойств продукции, технологического процесса (его режимов, параметров, характеристик);
• по стадиям создания и существования продукции – проектирование (контроль процесса проектирования конструкторской и технологической документации), производственный (контроль производственного процесса и его результатов), эксплуатационный;
• по этапам процесса – входной (контроль качества поступающей продукции, осуществляемый потребителем), операционный (контроль продукции или процесса по время выполнения или после завершения определенной операции), приемочный (контроль законченной производством продукции, по результатам которого принимается решение о ее пригодности к поставке или использованию);
• по полноте охвата – сплошной (контроль каждой единицы продукции, осуществляемый с одинаковой полнотой), выборочный (контроль выборок или проб из партии или потока продукции);
• по связи с объектом контроля во времени – летучий (контроль в случайные моменты, выбираемые в установленном порядке), непрерывный (контроль, при котором поступление информации происходит непрерывно), периодический (информация поступает через установленные интервалы);
• по возможности последующего использования продукции – разрушающий (объект контроля использованию не подлежит), неразрушающий (без нарушения пригодности объекта контроля к дальнейшему использованию);
• по степени использования средств контроля – измерительный, регистрационный, органолептический, по контрольному образцу (путем сравнения признаков качества продукции с признаками качества контрольного образца), технический осмотр (при помощи органов чувств, в необходимых случаях с привлечением средств контроля, номенклатура которых установлена соответствующей документацией);
• по проверке эффективности контроля – инспекционный (осуществляется специально уполномоченными исполнителями с целью проверки эффективности ранее выполнявшегося контроля);
• в зависимости от уровня технической оснащенности – ручной (используется немеханизированные средства контроля для проверки качества деталей, изделий), механизированный (применение механизированных средств контроля), автоматизированный (осуществляется с частичным участием человека), автоматический (без непосредственного участия человека), активный (непосредственно воздействует на ход технологического процесса и режимов обработки с целью управления ими).
В условиях современного производства большое значение придается выборочному контролю, широко применяемому на предприятиях как в отношении поступающего сырья, так и готовой продукции.
Исторически на ранних этапах развития промышленного производства преобладал сплошной контроль. При сплошном контроле проверке подвергается каждая единица продукции, каждое изделие в партии. Этот вид контроля обеспечивает высокую эффективность, однако в условиях массового производства (значительного объема выработки, широты номенклатуры, ассортимента, большого числа оцениваемых параметров и свойств) существенно удорожает продукцию.
Поэтому на смену сплошному пришел выборочный контроль, став основой современного контроля качества с использованием методов математической статистики.
При выборочном контроле проверке на соответствие подвергают не каждую единицу продукции в партии, а отобранную из нее часть – выборку. Результат оценки качества выборки распространяют на всю партию (генеральную совокупность). Таким образом, по результатам оценки выборки делается вывод о качестве всей партии. Если уровень качества изделий в выборке по необходимым показателям соответствует установленным требованиям, то партию принимают как годную. В противном случае партия бракуется.
Обозначим долю дефектных изделий в партии как qN.
где DN – число дефектных изделий в партии;
N – общее число изделий в партии.
Доля дефектных изделий в выборке (qn) будет определяться так
где Dn – число дефектных изделий в выборке;
n – общее число изделий в выборке (объем выборки).
Величины qN и qn (доли дефектных изделий в партии и в выборке) могут не совпадать, так как распределение годных и дефектных изделий в генеральной совокупности и в выборке не обязательно происходит по закону равной вероятности.
Кроме того, характерно колебание выборочных оценок. При неоднократном последовательном извлечении выборки неизменного объема из одной и той же партии, содержащей определенную долю дефектных изделий, число дефектных изделий в каждой выборке будет неодинаково.
Чтобы выборка была максимально репрезентативной и адекватно отражала состояние партии продукции, изделия из генеральной совокупности в выборку должны отбираться случайным образом. Порядок отбора образцов и проб различных видов сырья и продукции регламентирован соответствующими нормативными документами (ГОСТ).
В результате того, что распределение годных и дефектных изделий из партии и в выборке неодинакова, могут возникнуть два случая, известные как ошибка первого рода (риск поставщика) и ошибка второго рода (риск потребителя).
Ошибка первого рода (риск поставщика) – вероятность события, при котором годная по фактическому содержанию дефектных изделий партия по результатам оценки выборки может быть ошибочно забракована. Это происходит в случае, когда qn > qN, т. е. доля дефектных изделий, попавших в выборку, больше, чем эта доля составляет в действительности для партии в целом.
Ошибка второго рода (риск потребителя) – событие противоположного свойства, при котором негодная по фактическому содержанию дефектных изделий партия по результатам оценки выборки может быть ошибочно принята как годная. Она происходит при qn < qN. В этом случае доля дефектных изделий, попавших в выборку, меньше, чем в действительности для всей партии.
Риск поставщика и риск потребителя представляют собой вероятность возникновения ошибок первого и второго родов и выражаются в процентах. Для риска поставщика допустимый процент проявления ошибочных оценок (α) составляет обычно α = 5 %. Для риска потребителя этот процент (β) обычно принимают β = 10 %. Для технической продукции они оговариваются при заключении контрактов на поставку продукции.
9.5. Построение систем менеджмента качества на основе стандартов ИСО 9000
Под сильным воздействием японского опыта к середине 80-х годов в мировой практике стал формироваться новый подход, получивший название всеобщий (тотальный) менеджмент качества (Total Quality Management– TQM). Всеобщий менеджмент качества является комплексным подходом, ориентированным на постоянное улучшение качества, минимизацию производственных затрат и поставку точно в срок.
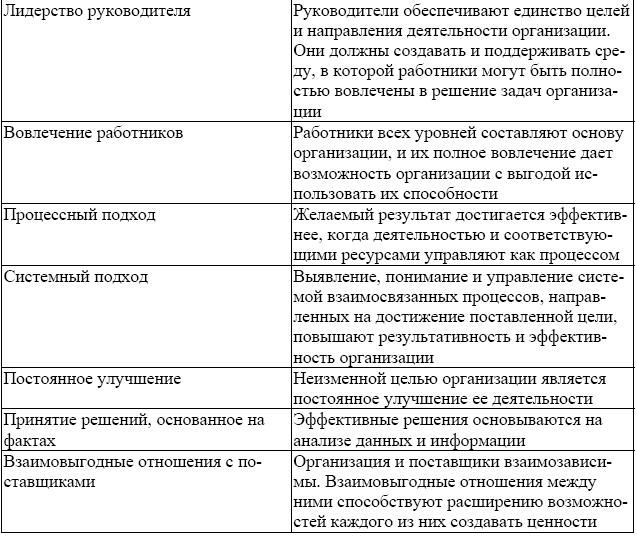
Всеобщий менеджмент качества опирается на восемь основных принципов (табл. 9.3).
Таблица 9.3
Базовые принципы управления TQM

Графически концепцию всеобщего менеджмента качества TQM традиционно представляют в виде пирамиды качества (рис. 9.3).
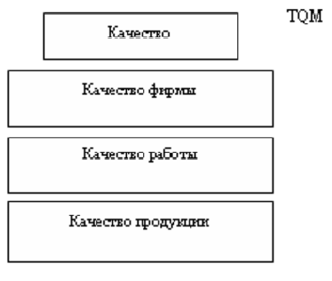
Рис. 9.3. Пирамида качества TQM
Основанием пирамиды, фундаментом, на котором строится деятельность по управлению качеством, является достигнутый уровень качества продукции.
Следующая ступень – качество работы, непосредственно связанной с выработкой продукции. Оно обусловлено высоким уровнем организации производства, совершенством его техники и технологии, рациональным использованием труда, его условиями, эффективностью контроля качества технологических процессов и продукции.
В свою очередь, высокое качество работы является залогом высокого качества всей деятельности фирмы – третьей ступени пирамиды, включающей качество общего руководства и управления, планирования, маркетинга, финансового, материально-технического, сырьевого обеспечения и снабжения, а также других составляющих комплекса обеспечения производственно-хозяйственной деятельности.
Во главе пирамиды находится всеобщее качество, сформированное в результате использования концепции TQM – общая культура качества, проявляющаяся во всех производственных процессах, функциях и элементах управления, организационной структуре, корпоративной культуре и идеологии, коммуникациях.
Концепция всеобщего менеджмента качества во многом реализована в международных стандартах ИСО серии 9000. В настоящее время действуют следующие основные стандарты:
• ИСО 9000:2008 «Системы менеджмента качества. Основные положения и словарь». Стандарт описывает основные положения систем менеджмента качества и устанавливает терминологию для систем менеджмента качества.
• ИСО 9001:2008 «Система менеджмента качества. Требования». Стандарт определяет требования к системам менеджмента качества для тех случаев, когда организации необходимо продемонстрировать свою способность предоставлять продукцию, отвечающую требованиям потребителей и установленным к ней обязательным требованиям, и направлен на повышение удовлетворенности потребителей.
• ИСО 9004:2009 «Системы менеджмента качества. Рекомендации по улучшению деятельности». Стандарт содержит рекомендации, рассматривающие как результативность, так и эффективность системы менеджмента качества. Целью этого стандарта является улучшение деятельности организации и удовлетворенность потребителей и других заинтересованных сторон.
Систему менеджмента качества на предприятии можно определить как гибкую целевую подсистему в общей системе управления предприятием. Функционирование данной целевой подсистемы направлено на реализацию политики предприятия в области качества посредством осуществления основных управленческих функций на всех стадиях жизненного цикла объекта управления в системе.
Система функционирует во взаимосвязи со всеми остальными направлениями деятельности организации, влияющими на качество продукции или услуги. Воздействие данной системы распространяется на все этапы от первоначального определения до конечного удовлетворения требований и потребностей потребителя.
Система менеджмента качества (система качества) – совокупность взаимосвязанных и взаимодействующих элементов для разработки и достижения целей, устанавливаемых для соответствующих функций и уровней организации и для управления организацией. Она представляет собой совокупность организационной структуры, ответственности, процедур, процессов и ресурсов, обеспечивающую осуществление общего руководства качеством.
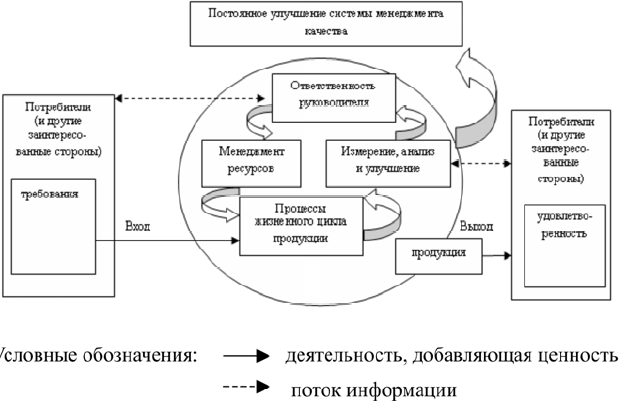
Рис. 9.4. Модель системы менеджмента качества, основанной на процессном подходе
В основу версии стандартов ИСО серии 9000:2008 положен процессный подход при разработке, внедрении и улучшении результативности системы менеджмента качества. Преимущество процессного подхода состоит в непрерывности управления с целью повышения удовлетворенности потребителей путем выполнения их требований. На рис. 9.4. приведена модель системы менеджмента качества, основанная на процессном подходе.
Положенная в основу стандартов ИСО серии 9000 процессная модель может быть охарактеризована следующими особенностями:
1. Необходимость измерения входных и выходных показателей процесса, а следовательно, рассмотрение любой операции или деятельности организации, получающие входные или выходные оценки измерения, как процесса.
2. Оценка удовлетворенности потребителя как непременное условие для оценки качества всей системы.
3. Реализация для всей системы и каждого процесса замкнутого цикла управления. Концепция, содержащаяся в данных стандартах, базируется на подходе, получившем название цикла PDCA, или цикла Деминга (рис. 9.5).
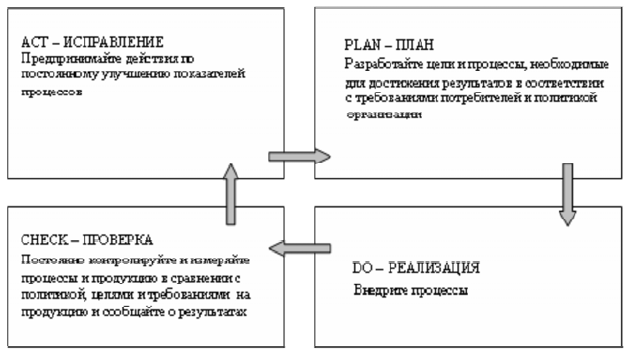
Рис. 9.5. Цикл Э. Деминга
В соответствии с международными стандартами ИСО серии 9000 подход к разработке и внедрению системы менеджмента качества состоит из ряда этапов (рис. 9.6).
Система менеджмента качества является документированной системой управления. Это означает, что элементы, требования и положения системы менеджмента качества должны быть задокументированы. В состав необходимых документов системы менеджмента качества входят:
1. Политика и цели в области качества.
2. Руководство по качеству.
3. Обязательные документированные процедуры.
4. Регистрационные записи по качеству.
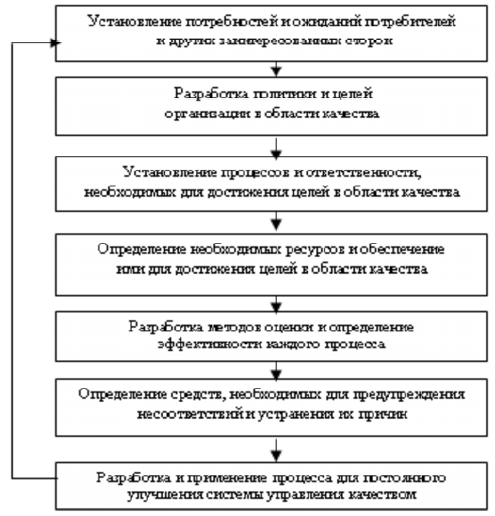
Рис. 9.6. Основные этапы разработки и внедрения системы менеджмента качества в соответствии с ИСО 9000:2008
Политика в области качества – программный, декларативный документ, раскрывающий основные, наиболее общие принципы, цели и задачи деятельности предприятия в области качества, приоритетные направления и пути его развития, официально сформулированные высшим руководством. Политика в области качества является неотъемлемой составной частью общей политики предприятия, одним из элементов стратегического планирования и управления в системе его общего менеджмента.
Руководство по качеству – документ, определяющий систему менеджмента качества организации. Руководство по качеству содержит полное описание организационной структуры предприятия и системы менеджмента качества.
Документированные процедуры – документы, описывающие установленный способ осуществления деятельности или процесса.
Наряду с вышеперечисленным в состав документов системы менеджмента качества входят стандарты предприятия – регламентирующие документы, содержащие описание процессов системы менеджмента качества.
9.6. Затраты на качество
Затраты на качество – затраты, которые необходимо понести, чтобы обеспечить удовлетворенность потребителя продукцией/услугами. Существует несколько классификаций затрат на качество. Самый известный из них – подход Джурана-Фейгенбаума. В соответствии с этим подходом затраты подразделяются на четыре категории:
• Затраты на предупредительные мероприятия – затраты на предотвращение самой возможности возникновения дефектов, т. е. затраты, направленные на снижение или полное предотвращение возможности появления дефектов или потерь;
• Затраты на контроль – затраты на определение и подтверждение достигнутого уровня качества;
• Внутренние потери (затраты на внутренние дефекты) – затраты, понесенные внутри организации (т. е. до того, как продукт был продан потребителю), когда запланированный уровень качества не достигнут;
• Внешние потери (затраты на внешние дефекты) – затраты, понесенные вне организации (т. е. после того, как продукт был продан потребителю), когда запланированный уровень качества не достигнут.
Сумма всех этих затрат дает общие затраты на качество.
Основные элементы затрат представлены на рис. 9.7.
Между величиной общих затрат на качество, их структурой и уровнем качества существует взаимосвязь. Чем выше предупредительные затраты, направленные на недопущение дефектов, тем более высокий уровень качества может быть достигнут. Чем выше уровень качества, тем ниже затраты и потери производителя, связанные с дефектами, и потребителя, связанные с эксплуатацией, обслуживанием, ремонтом изделия. Таким образом, величина и структура затрат на качество позволяют в целом судить о потенциально возможном его уровне.
Представленная выше модель выделяет в составе общих затрат на качество три основных вида: это затраты на предупреждение дефектов, затраты на оценку уровня качества и контроль, потери и убытки от брака. Такое разделение связано с тем, что различные виды затрат участвуют в формировании их общего состава неодинаково.
Низкий уровень качества характеризуется большой величиной общих затрат, основную долю в которых занимают затраты и потери от дефектов. Высокое число дефектов во многом является следствием незначительного числа предупредительных мероприятий и превентивных затрат.
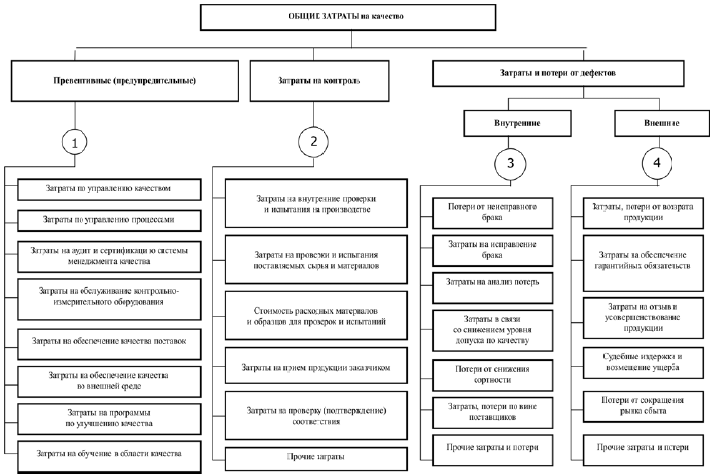
Рис. 9.7. Основные элементы затрат на качество
Увеличение числа и качества проводимых предупредительных мероприятий, повышение затрат на них способствуют росту уровня качества. Вследствие их проведения число дефектов будет снижаться, и потери от них существенно сократятся. Характерно, что затраты и потери от дефектов сокращаются более быстрыми темпами, чем растут затраты на предупредительные мероприятия, поэтому результирующие затраты будут устойчиво снижаться.
Они достигнут своего минимума в точке, когда предупредительные затраты станут сопоставимы с экономией от сокращения потерь от дефектов. Уровень качества, достигаемый при минимуме общих затрат, является оптимальным, экономически обоснованным, так как представляет максимально возможное его значение относительно величины затрат.
Достижение более высокого уровня качества будет требовать дальнейшего роста предупредительных затрат, причем все большее количество средств должно затрачиваться для весьма малого снижения дефектности. Опережающий рост предупредительных затрат над снижением потерь от дефектов приведет к увеличению общих затрат и приближению их к исходному уровню. Но в этом случае общая величина затрат имеет другую структуру, обусловленную высокими предупредительными затратами и малыми потерями от дефектов.
Дальнейшее повышение уровня качества будет достигаться ценой многократно, непропорционально возрастающих затрат и может оказаться экономически нецелесообразным. Продукция, обладающая сверхвысокими качественными свойствами, достигнутыми за счет слишком больших затрат, из-за очень высокой цены может оказаться невостребованной на рынке и лишенной коммерческого потенциала.
Затраты на контроль вследствие улучшения качества снижаются незначительно и не оказывают существенного влияния на динамику общей величины затрат. Это объясняется тем, что контроль служит для оценки фактического уровня качества, но не оказывает прямого влияния на условия, причины и количество возникающих дефектов и несоответствий.
С другой стороны, увеличение затрат на контроль как инструмент выявления дефектов, повышение его эффективности, точности будет способствовать снижению числа попаданий бракованных изделий в торговую сеть и к потребителю и, как следствие, сокращению затрат на гарантированный ремонт, обслуживание, доработки и замену. В этом случае увеличение затрат на контроль позволит снизить внешние затраты и потери от дефектов.
Риск — поставщик
Cтраница 2
Исходными данными для выбора плана контроля одиночных партий продукции являются риск поставщика, риск потребителя, приемочное и браковочное значения уровня дефектности.
[16]
Различаются при этом ошибки первого рода, которые носят также название риска поставщика, или ложной тревоги, и определяют вероятность отнесения годных объектов контроля к негодным, и ошибки второго рода, или риск потребителя, пропуск перехода, при наличии которых негодные изделия классифицируются как годные.
[18]
Следует заметить, что увеличение приемочного числа с ведет к уменьшению риска поставщика и увеличению риска заказчика.
[20]
Различаются при этом ошибки первого рода, которые носят также название риска поставщика, или ложной тревоги, и определяют вероятность отнесения годных объектов контроля к негодным, и ошибки второго рода, или риск потребителя, пропуск перехода — при наличии которых негодные изделия классифицируются как годные.
[22]
Под риском заказчика понимается вероятность приемки партии плохого качества, под риском поставщика — вероятность забраковання партии хорошего качества.
[23]
Еще одним методом является использование в качестве показателя доверия 10 % — ного риска поставщика. Это равносильно тому, что поставщик элементов имеет определенную уверенность относительно того, что во время испытаний откажет всего лишь 10 % изготовленных им элементов. Такой показатель хорош для поставщика элементов, но является слабой защитой для изготовителя аппаратуры и заказчика, эксплуатирующего аппаратуру.
[24]
С оперативной характеристикой связаны важные понятия приемочного и браковочного уровней дефектности, а также понятия риск поставщика и риск потребителя. Чтобы ввести эти понятия, на оперативной характеристике выделяют две характерные точки, делящие входные уровни дефектности на три зоны: А, Б и В. В зоне А почти всегда экологическая обстановка признается благополучной, почти все партии принимаются. В зоне В почти всегда экологический контроль констатирует экологические нарушения, почти все партии бракуются.
[25]
При переходе с более высокого уровня контроля на более низкий уменьшается относительный объем выборки и увеличивается риск поставщика и особенно риск потребителя. Уровни контроля бывают общими ( в стандартах их три) и специальными. Основным для применения является II общий уровень. Специальные уровни контроля позволяют существенно уменьшить объем выборки, что бывает необходимо, например, при разрушающем контроле дорогостоящих изделий. Обоснованный выбор уровня контроля может быть сделан лишь на основе сопоставления оперативных характеристик планов контроля на разных уровнях, по которым определяют риски поставщика и потребителя.
[26]
Располагая значениями доверительных границ для входного и выходного уровней дефектности легко также определить доверительные границы для рисков поставщика и потребителя.
[27]
Располагая значениями доверительных границ для входного и выходного уровней дефектности, легко определить доверительные границы для рисков поставщика и потребителя.
[28]
Поэтому применение фиксированных цен уменьшает риск заказчика, а применение цены, возмещающей издержки и обеспечивающей прибыльность, уменьшает риск поставщика.
[29]
Таким образом, зная средний входной и выходной уровни дефектности партии продукции, всегда можно с использованием оперативной характеристики для установленного плана контроля определить реальные значения рисков поставщика и потребителя.
[30]
Страницы:
1
2
3
4