
Как избежать ошибок при комплектации на маркетплейс — кейс от компании ЙОЛКА
Как избежать ошибок при комплектации на маркетплейс — кейс от компании ЙОЛКА
- »
- »
Одним из эффективных способов повышения производительности и точности работы склада является сокращение ошибок, допущенных при отборе заказов.
Частота ошибок при комплектовании для среднего склада или распределительного центра колеблется в пределах 1–3% и это серьезная проблема для компаний, стремящихся повысить производительность и прибыльность. Ошибки при отборе товаров на складе влияют на удовлетворенность клиентов, соответственно, на репутацию компании и, в конечном счете, доходы и размер прибыли. Одна ошибка при комплектации может снизить прибыльность заказа на целых 13%.
А в некоторых случаях выгоднее просто списать товар, чем организовывать возвратную логистику.
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
-
Рассмотрим, какие ошибки отбора можно встретить в складской логистике и некоторы?
-
Как выглядит одна из распространенных схем отбора под управлением WMS.
-
Кейс от компании ЙОЛКА
Рассмотрим, какие ошибки отбора можно встретить в складской логистике и некоторые методы их устранения.
Ошибки отбора могут происходить по разным причинам и их понимание помогает предотвратить их повторение.
Выбор неправильного SKU (stock keeping unit или единица складского учета), потому что он находится в неправильной ячейке.
Если товара нет на складе там, где он должен быть, это означает, что комплектовщику нужно потратить время на его поиски. Это задерживает выполнение заказа, что может привести к недовольству клиента и негативным отзывам. Кроме того, это также приводит к крайне неэффективной работе склада.
С помощью системы управления складом (WMS) каждый товар сканируется и помещается в нужную ячейку. Это означает, что когда комплектовщик ищет строку заказа, SKU всегда будет именно там, где должен быть.
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
-
- Проведение регулярных инвентаризационных проверок
также позволяет сотрудникам склада обнаруживать товары, хранящиеся в неправильных ячейках склада, что является одной из основных причин ошибок комплектования. Кроме того, они бесценны для поддержания уровня запасов в актуальном состоянии, что гарантирует, что не закончатся запасы ходовых товаров и не будет чрезмерных затрат на низкооборачиваемые товары.
Выбор SKU с номером, близким к правильному.
Для некоторых менеджеров склада хранение товаров, упорядоченных по SKU, имеет смысл. Тем не менее, это может вызвать всевозможные проблемы при отборе. Деталь 3460113 легко спутать с деталью 3450113, которая находится рядом с ней. Номера деталей должны быть разделены, когда это возможно.
Использование маркировки и сканера штрих-кода в процессе комплектации может устранить эту проблему.
Внедрение WMS — команда супергероев, которая вас спасет
Неправильный выбор количества.
Если выбрано неправильное количество, время тратится впустую на РМ (рабочем месте) комплектовщика, где, как мы надеемся, ошибка будет замечена. Если ошибка не обнаружена, в составе отобранных заказов отправляются товары, которые затем потребуют возврата или замены. Помимо того, что это стоит денег, это также формирует плохую репутацию бренда.
Чтобы рассчитать стоимость этих ошибок, умножьте количество ошибок доставки в неделю на стоимость ошибки доставки, и вы увидите, сколько денег потрачено впустую. При расчете стоимости неправильной доставки не забудьте учесть стоимость доставки, стоимость возврата, рабочее время для повторного отбора, работу службы поддержки клиентов и время, затраченное на исправление плохих онлайн-отзывов.
-
- Использование сканеров штрих-кода на складе
должно сделать невозможным выбор неправильного товара или неправильного количества. При каждом неправильном выборе сканер будет создавать сообщение об ошибке, предупреждая комплектовщика об их ошибке.
В качестве окончательной проверки заказов, которые были собраны в партии, вы можно повторно отсканировать товары в месте отправки (зоне готовых заказов).
Использование сканеров штрих-кода на складе должно сделать невозможным выбор неправильного товара или неправильного количества. При каждом неправильном выборе сканер будет создавать сообщение об ошибке, предупреждая комплектовщика об их ошибке.
В качестве окончательной проверки заказов, которые были собраны в партии, вы можно повторно отсканировать товары в месте отправки (зоне готовых заказов).
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
Один SKU в нескольких ячейках.
Один и тот же артикул может быть размещен в нескольких ячейках на складе. Если в одном из мест нет нужного количества для выполнения заказа, комплектовщику необходимо будет забрать оставшееся количество в другом месте.
Такой сценарий случается часто. Чтобы убедиться, что количество складских запасов по каждому артикулу на складе остается актуальным, комплектовщик должен отслеживать каждую операцию отбора и связанные с ней ячейки склада.
Неверный выбор единицы измерения.
На складе может быть один и тот же товар в упаковках разного размера. Вместо того, чтобы выбирать 2 упаковки по 10 штук, как указано в заказе, комплектовщик может взять 2 упаковки по 5 или 1 по 20. Каждый размер упаковки должен иметь свою маркировку и артикул. Комплектовщики должны сканировать эту этикетку и проверять SKU.
Лед тронулся или время для инвестиций в складскую логистику
Ошибочный выбор SKU из-за неправильной маркировки.
Когда товар поступает на склад, он должен быть промаркирован, что позволяет отслеживать движение SKU по складу. Комплектовщик никогда не должен работать с товарами без штрих-кода.
Смешивание частей из двух и более заказов.
Наличие комплектовщика, извлекающего товар из ячеек для нескольких заказов во время одного прохода, имеет смысл для повышения эффективности. Тем не менее, если отбор и упаковка не будут выполнены тщательно, может произойти катастрофа. Когда комплектовщик возвращается в зону упаковки, все предметы необходимо отсканировать перед упаковкой, чтобы убедиться, что с заказами все в порядке.
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
На складе только бумажная комплектация.
Это не только длительный процесс, но и крайне неэффективный и оставляет большой запас на ошибку из-за потерянных или невыполненных заказов.
Избавьтесь от бумаги на своем складе, используя WMS для управления складом. Когда устраняется возможность человеческой ошибки, можно быть уверенным, что каждый заказ отгружается вовремя, точно и без сбоев.
Нет приоритета при отборе.
Если заказы не имеют приоритета, то часто по умолчанию сначала выбираются самые новые заказы в списке из отдела продаж. Это может означать, что старые заказы или более важные заказы игнорируются или задерживаются.
Чтобы решить эту проблему, правильно найти подходящий метод сортировки складских заказов с помощью WMS.
Трудоемкий сбор — по мере роста просто нанимается дополнительный персонал.
Если на складе одновременно работает слишком много комплектовщиков, скорее всего, будет потрачено больше денег на оплату труда, чем компания получит взамен. Начинают накапливаться сверхурочные, срываются сроки выполнения.
Танцуют все: стратегии подпитки при оптимизации работы вашего склада
Самый эффективный способ сократить количество комплектовщиков, необходимых для одной смены, — это автоматизировать склад. Автоматизация должна повысить эффективность всех комплектовщиков, а это означает, что для выполнения того же количества заказов их требуется меньше. Наш клиент, дистрибьютор парфюмерии, отметил, что при использовании WMS количество заказов на человека в час увеличилось на 75%.
Благодаря простой в использовании и обучении WMS всегда можно за короткое время нанять временный персонал для работы на складе.
Нет специального места для неполных заказов.
Заказы, которые собраны только наполовину, обычно возвращаются, если оставшиеся товары недоступны, и выполнение откладывается. Это приводит к недовольным клиентам и потенциальным негативным отзывам. Однако отправка половины заказа увеличивает общую стоимость доставки.
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
Решение состоит в том, чтобы правильно управлять своим распределением. Это означает то, что заказы будут собраны только наполовину, если вы согласны сделать частичную отгрузку. Это бизнес-решение, которое можно установить как правило или пересматривать по каждому невыполненному заказу.
На складе есть только фиксированные ячейки для товаров.
Наличие фиксированных мест устраняет возможность гибкого размещения товаров повышенного спроса ближе к ЗГЗ, когда это необходимо. Это также означает, что складские площади не полностью оптимизированы, что требует денег и ресурсов.
Внедрение WMS позволит динамически размещать объекты. При этом лучше используется пространство на складе, экономятся деньги и откладывается необходимость переезда на более крупную площадку.
Например, если клиенты заказывают одни продукты вместе с другими, храните эти артикулы вместе в одном месте. Точно так же, если некоторые SKU легко перепутать, не храните их рядом друг с другом.
Как использовать слоттинг для повышения эффективности вашего склада
Вы полагаетесь на то, что персонал склада помнит, где находятся товары на складе.
Требуется время для обучения комплектовщиков планировке склада. Когда наступает пик сезона и нанимается временный персонал, такое же обучение невозможно себе позволить. Если полагаться на то, что комплектовщики знают, где что находится, это будет стоить времени и денег, не обеспечивая достаточной отдачи.
-
- При использовании WMS
местоположение каждой SKU будет записано. Это означает, что когда нужно забрать товар, его местоположение отображается в ТСД, что избавляет комплектовщиков от необходимости запоминать местоположение. Это также означает, что временные комплектовщики могут начать использовать систему немедленно, без необходимости инструктажа.
-
- Технологии Pick-to-Light и Put-to-light
отлично подходят для повышения скорости и точности отбора. Чтобы использовать эти технологии, вы должны сначала установить светодиоды Pick-To-Light на стеллажи и полки по всему складу. комплектовщики используют сканеры штрих-кодов для сканирования штрих-кодов на транспортной коробке (которая предназначена для хранения всех товаров для одного заказа). После сканирования начинают светиться светодиоды для SKU, перечисленных в заказе. Сотрудники склада просто следят за этими индикаторами, чтобы выбрать товары, перечисленные в заказе.
Вам будет интересно
Комплектование по одному заказу.
Это неэффективный процесс, который тратит драгоценное время и ресурсы. Это также увеличивает время выполнения заказа, что приводит к недовольству клиентов.
Причина того, что один заказ обычно комплектуется за один проход комплектования, заключается в том, что он печатается на листе бумаги.
Однако, отказавшись от бумаги и используя вместо этого рабочие процессы WMS, циклы комплектования могут быть разработаны наиболее эффективным образом, что часто может означать, что несколько комплектовщиков выбирают товары для одного заказа как часть пакетного выполнения. Затем заказ объединяется в зоне комплектации, что экономит время и ресурсы.
Невозможно отследить, кто отобрал заказ.
Отсутствие такой статистики означает, что оценить эффективность работы персонала невозможно, сложно также отследить выполнение заказа. Это означает, что общаться с клиентом относительно статуса его заказа бесполезно.
Выбери меня или пакетный vs волновой отбор
Подходящая WMS с целенаправленными рабочими процессами электронной коммерции должна предоставить полную информацию обо всех движениях складских запасов, в том числе о том, кто из сотрудников выполнил каждое действие. Это то, что надо, чтобы иметь полный контроль над складскими процессами и навсегда устранить складской хаос.
Необходимо разработать KPI для мотивации сотрудников. От начальника склада до комплектовщика. Если выпадает хотя бы одно звено, система мотивации не сработает.
Важны тщательный подбор и обучение сотрудников склада. В данном случае кадры действительно решают, если не все, то почти все.
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
Как выглядит одна из распространенных схем отбора под управлением WMS.
Задача на отбор выполняется с применением радиотерминалов сбора данных. По результатам отбора товар может быть перемещен в выделенную зону контроля и упаковки. Зона контроля и упаковки может быть оборудована рабочими местами с подключенными сканерами считывания штрихкодов, с помощью которых производится сканирование отобранного товара и проверка на соответствие заказу. Процедура контроля может быть произведена и с применением радиотерминалов сбора данных. В процессе выполнения процедуры контроля отобранный товар может быть упакован в транспортные места – контейнеры с печатью упаковочного листа для передачи транспортной компании, в собственный магазин, маркетплейс или конечному клиенту.
По результатам отбора товара в один контейнер по нескольким заказам, объединенным в группу, выполняется последующая процедура сортировки. В процессе сортировки товар раскладывается по заказам для последующей отправки клиентам.
Проконтролированный и упакованный товар может быть еще раз пересчитан у ворот отгрузки или при загрузке в машину. В данном случае пересчет производится уже не по товарному составу, а по количеству отгружаемых грузовых мест.
Кейс от компании ЙОЛКА
Исходные данные
Заказчик WMS — официальный дистрибьютор профессиональных косметических брендов в России.
Ассортимент товаров:
- профессиональная косметика для волос
- профессиональная косметика по уходу за кожей лица и тела
- профессиональная декоративная косметика
- профессиональная косметика по уходу за ногтями
- оборудование для салонов красоты.
Продукцию можно приобрести в торговых сетях, салонах красоты, эстетических клиниках и SPA центрах а также на маркетплейсах Ozon и Wildberries, причем объем реализации через онлайн-каналы продаж в последнее время существенно вырос.
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
Задача
В связи с ростом продаж через маркетплейсы и преобладанием задач фулфилмента по схеме FBS (fulfillment by seller) на складе компании увеличилось количество складских операций комплектования и возросли требования к точности.
Нашей целью было достижение точности комплектации заказов на складе без ошибок до мировых стандартов — 99,96% ( SL — service level склада), для того, чтобы избавиться от проблемы возвратов.
Возврат — это и репутационные потери из-за плохих отзывов клиентов, и потеря прибыли из-за устранения ошибок комплектования, ведь стоимость возврата дорогого товара весьма существенна.
Решение
До начала внедрения процесс комплектации был непрерывным и методика была следующей:
- с помощью ТСД комплектовщиками проводился отбор товара в ЗГЗ
- проводилась проверка на количество паллет
- осуществлялась отгрузка
Особенностью такой схемы было то, что если какой-то из заказов не был отобран в ЗГЗ, нельзя было перейти к комплектованию на маркетплейс (когда из нескольких заказов формировалась одна партия).
Как снизить затраты на логистику склада
В качестве решения было предложено выделить процесс комплектации заказов на маркетплейс в отдельный процесс и было организовано РМ комплектовщика с установкой средств видеофиксации.
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
Производится отбор в зону готовых заказов (ЗГЗ), где на специально оборудованном РМ выделенным сотрудником проводится проверка заказов и комплектация в партию для отправки на маркетплейс (схема FBS).
Схема следующая:
- сканируется содержимое короба, в котором комплектовщиком аккумулировано несколько заказов
- производится проверка заказов
- из нескольких заказов комплектуется партия для отправки на маркетплейс.
В процессе внедрения:
- Доработан модуль печати этикеток для Ozon и Wildberries
- Организованы рабочие места (РМ) для проверки заказов
Итоги
Внедрение Yolka WMS и изменение текущих бизнес-процессов привело к достижению точности комплектации заказов на складе без ошибок — 99,98%.
Заключение
Комплектация заказов на складе без ошибок, или в рамках 99,98% реальна и достижима. Требуется комплексный подход и твердая воля руководителя компании.
Для каждого склада должна быть разработана собственная стратегия выполнения отбора под управлением WMS системы в зависимости от топологии склада, соотношения количества артикулов и ячеек отбора, интенсивности поступлений и отгрузок, оборачиваемости хранимых товаров.
Полноценная система управления складом
Наше основное преимущество — мы каждый день используем софт, который разрабатываем и предлагаем Вам
Компания ЙОЛКА партнер Совета профессионалов по цепям поставок — действующий 4PL оператор и разработчик IT-решений в области логистики и E-commerce. Компания предлагает готовые решения под торговой маркой YOLKA.
YOLKA WMS
может масштабироваться от одного пользователя небольшого склада до сотни пользователей крупного РЦ. В системе есть функционал учета по партиям и срокам годности, адресного хранения, кросс-докинга, биллинга, слежения за трудозатратами, отчетности, разработки планограммы склада, контроля и учета тары, работы с ЕГАИС и тп. Реализован API для любых интеграций.
Начните использовать продукты YOLKA прямо сейчас
Если не знаете, какой тип проекта Вам нужен, закажите бесплатную консультацию.
Облачное решение от YOLKA — это гибкий, масштабируемый и безопасный формат SaaS. В нашей модели работы часть этапов внедрения выполняется без тарификации. Экономьте свои ресурсы, сосредоточьтесь на достижениях!
Если не знаете, какой тип проекта Вам нужен, закажите бесплатную консультацию.
Читайте также
Одним из эффективных способов повышения производительности и точности работы склада является сокращение ошибок, допущенных при выборке товаров.

Каждая ошибка выборки товаров в какой-то степени обходится дорого. Если выбрано больше товаров, чем было заказано, то, конечно, клиент будет очень рад таким подаркам, но это на прямую повлияет на вашу прибыль и точность учета вашего товара.
Точно так же, если выбрано слишком мало товаров или выбраны неправильные товары, то вы не только получите в результате недовольного клиента, но вам еще и придется потратить время на замену заказа. Возможно, в качестве извинения вам придется предложить скидку, и это снова влияет на вашу прибыль.
Конечно, в любой системе, в которой работает человек, есть место человеческому фактору и ошибкам. Как бы работники не старались, практически невозможно быть на 100 процентов точным в 100 процентах случаев.
Поэтому, если вам удастся снизить уровень человеческих ошибок, то вы, безусловно, увидите целый ряд улучшений, которые коснутся как прибыльности, так и повышения уровня обслуживания клиентов.
Итак, как же снизить количество ошибок комплектации на складе?
 Шаг первый: подсчет
Шаг первый: подсчет
 Шаг первый: подсчет
Шаг первый: подсчетВедите учет всех допущенных ошибок, а также записывайте, на каком именно этапе они происходят. Вы можете вести учет количества ошибок, потом выводить процент ошибок и проводить сопоставление относительно того, где и когда на вашем складе они происходят и на каком этапе.
Вооружившись этой информацией, вы сможете увидеть закономерность и принять корректирующие меры. Например, некоторые члены вашей команды могут постоянно совершать ошибки, поэтому они нуждаются в дополнительном обучении.
Собирая и анализируя данные об ошибках комплектации (и делая это последовательно, а не одноразово или время от времени), вы сделаете отличный первый шаг в сторону сокращении числа ошибок комплектации на вашем складе.
Шаг два: взаимодействие

Ведение учета ошибок выбора, а также того, где и как они происходят, в интересах абсолютно каждого, и очень важно донести этот момент до ваших сотрудников, чтобы они вас поддержали.
Подчеркните, что вы команда и должны работать вместе, чтобы уменьшить количество ошибок. Дайте им знать, что вы пытаетесь определить причину их возникновения и предложите дополнительную подготовку людям, которые в ней нуждаются (не стоит проводить дополнительные обучения для всех поголовно).
Создайте атмосферу доверия, чтобы ваша команда чувствовала себя уверенно, чтобы люди имели смелость признать свои ошибки, и чтоб их можно было быстро исправить.
Также прислушивайтесь к отзывам людей, которые проводят комплектацию. Они способны определить процессы, в которых с большей вероятностью будут допущены ошибки, и у них могут быть предложения по улучшениям, которые могли бы помочь снизить уровень ошибок.

Шаг третий: создайте хорошую рабочую среду
Среда, в которой мы работаем, оказывает определенное влияние на наше настроение и, в свою очередь, на то, насколько хорошо мы работаем. Что вы можете сделать, чтобы улучшить рабочую среду для своих сотрудников?
Если у вашего персонала есть удобная уборная, если на складе чисто, если освещение яркое, но не слепящее, или, возможно, у вас есть циновки на бетонном полу – все эти небольшие нюансы влияют на рабочую среду, они помогут вашему персоналу чувствовать себя более мотивированным. А мотивированные люди совершают меньше ошибок.
Шаг четвертый: глубоко погрузитесь во все рабочие процессы

Как давно вы начали внимательно изучать и анализировать все процессы, которые происходят на вашем складе?
Если вы глубоко вникнете в то, как работает каждая система на вашем складе, и как проходит каждый из процессов, то вы сможете определить области, работу в которых можно улучшить, а это принесет пользу по всем направлениям, а не только снизит количество ошибок выбора товаров.
И не стоит думать, что раз у вас все идет по накатанной схеме, то там не стоит разбираться в процессах и углубляться в детали.
Пройдите лично все этапы, проведите время в складском помещении, посмотрите, как именно проходит каждый этап, и, что важно, после всего этого поговорите со своей командой. У ваших сотрудников вполне могут быть хорошие идеи, которые стоило бы реализовать.

Шаг пятый: внедрите систему проверки
Чтобы уменьшить количество ошибок, также стоит ввести систему проверки, то есть перед отправкой все отобранные по заказу товары должны быть проверены повторно. Однако учитывайте тот факт, что это лишний этап, который может замедлить вашу работу и оказаться контрпродуктивным; то, что вы получите за счет уменьшения ошибок выборки, вы можете потерять, добавив этот дополнительный этап.
Как альтернативный вариант можно проводить выборочные проверки. Это принесет пользу сразу в нескольких отношениях. Во-первых, так можно обнаружить хотя бы некоторые ошибки. Во-вторых, если ваша команда знает, что проводятся выборочные проверки, все они будут проявлять большую бдительность.
Шаг шестой: поймите, когда и где возникают ошибки
Не все ошибки допускаются именно на этапе комплектации. Внимательно изучите абсолютно все этапы, начиная с принятия заказа, и заканчивая его отправкой. Вполне возможно, что часть ошибок вообще не имеет никакого отношения к выборке товаров.
Шаг седьмой: оснастите склад качественным оборудованием

До сих пор мы говорили об ошибках, которые допускают люди в процессе работы. Но как насчет оборудования, которое вы используете на своем складе? Если вы не используете лучшее оборудование на складе, или если пространство вашего склада не оптимизировано, то ошибки, скорее всего, так и будут возникать.
Так, например, автоматизация поможет снизить уровень ошибок выборки, просто потому, что она уберет из процесса человеческий фактор.
Мы выделили семь относительно простых шагов, которые можно предпринять для снижения уровня ошибок комплектации в работе вашего склада, что, несомненно, повысит уровень эффективности и прибыльности вашего бизнеса.
Если вы хотите поговорить с командой о складских решениях – в частности, если вы хотите внедрить автоматизацию – тогда, пожалуйста, свяжитесь с нами.
Отклонения при выполнении отбора
При подготовке заказов к отгрузке возможно возникновение различных отклонений. Типы этих отклонений и причины, их вызвавшие, могут сильно отличаться и, в отдельных случаях, не позволять устранять обнаруженные проблемы непосредственно в рамках выполнения той или иной операции. Одной из задач организации складских процессов является выстраивание такой последовательности действий, чтобы обработка возникшего отклонения могла быть осуществлена в отдельном бизнес-процессе, а выполнение основного, в рамках которого отклонение было обнаружено, – продолжилось по заданному сценарию.
Такой подход позволяет однозначно регламентировать действия сотрудников склада во всех случаях возникновения несоответствий между учетным и фактическим состоянием дел и гарантирует непрерывность каждого процесса.
Инструкция по обработке отклонений при выполнении отбора
В рамках этого кейса мы рассмотрим два типа отклонений, которые могут быть обнаружены при выполнении складских операций. Это отклонения, возникающие при отборе товара из мест хранения.
- В момент выполнения сборки в ячейке отбора (МХ-источник) не хватает товара. Например, потребность по Заказу на отгрузку (ЗнО) 10 шт. одного объекта хранения (ОХ), по учету в ячейке отбора 10 шт., а по факту в МХ-источнике находится только 9 шт. требуемого ОХ.
- В момент выполнения сборки в ячейке отбора обнаружен товар не того качества. Например, потребность по ЗнО 5 шт. одного ОХ в состоянии «Годен», а по факту в МХ-источнике товар пришел в непригодность и не может быть отобран и отгружен.
В обоих случаях задача организации процесса в том, чтобы у складского сотрудника была в наличии возможность зафиксировать обнаруженное отклонение при помощи ТСД, указать тип проблемы и перейти к выполнению следующего задания. Система же, в свою очередь, должна произвести допланирование и инициировать отдельный бизнес-процесс, в рамках которого произойдёт разбор ситуации.
Справочник «Проблемы»
Справочник «Проблемы» предназначен для хранения списка проблем, которые могут возникнуть при выполнении складских операций (задач). Для каждой проблемы в AXELOT WMS X5 указывается алгоритм действий, который выполняется при ее возникновении. При необходимости новые проблемы могут быть добавлены в справочник «Проблемы» Администратором WMS.

Рис.1 Элемент справочника «Проблемы»
Для элемента справочника указываются следующие параметры:
В реквизите «Алгоритм» указывается алгоритм действий в системе при возникновении данной проблемы. Алгоритм применяется к остатку, который обрабатывался в задаче.
При помощи флагов группы «Доступно в операциях» указывается, в каких видах задач доступен выбор настраиваемой проблемы.
Для рассматриваемых в нашем примере отклонений могут быть настроены следующие типы Проблем:
|
Нет остатка |
Алгоритм = «Заблокировать начальную ячейку» |
|
Брак |
Алгоритм |
Допланирование отбора при проблеме
При указании проблем в момент выполнения отбора при помощи ТСД возможны следующие реакции системы:
- В «Настройках выполнения» для необходимой Очереди задач (ОЗ) возможно выставить флаг «Подбирать остаток после ошибки». В таком случае при указании проблемы система перепланирует* задачу и сразу выдаст Сотруднику на терминал сбора данных – т.е. задача с обновленными данными будет в статусе «Получена».
- Если в «Настройках выполнения» ОЗ флаг «Подбирать остаток после ошибки» не установлен, то в таком случае система не предложит отобрать требуемый товар в рамках выполняемой задачи. При указании проблемы система скорректирует спланированное количество по документу «Заказ на отгрузку», после документ изменит свой статус на «Частично спланирован». Планирование недостающей потребности произойдет при отработке регламента «Планирование отбора». При успешном планировании задача на добор будет доступна на ТСД – т.е. создана в статусе «К выполнению»
* — При условии, что на остатках зон отбора, участвующих в алгоритмах отбора, имеется остаток требуемого по заказу ОХ.
.pg)
Рис.2 Настройка ОЗ отбора для подбора остатка после ошибки
Недостача товара в ячейке при отборе
Рассмотрим ситуацию, при которой сотрудник выполняет отбор из указанной на терминале ячейки и из общей потребности в 10 шт. может отобрать только 9, т.к. в спланированной системой ячейке физически имеется только 9 из 10 шт.; при этом в настройках Очереди задач выставлен флаг «Подбирать остаток после ошибки»:
- При попадании на поле ввода количества система выводит подсказку на общую потребность ОХ по полученной задаче (рис.3).
- Сотрудник, выполняющий отбор из ячейки, отбирает только 9 шт., т.к. еще 1-ой физически нет в ячейке (рис.4).
- Система остается на поле ввода количества, указывая на то, что из спланированной ячейки необходимо отобрать всю спланированную потребность, т.е. необходимо добрать 1 шт. (рис.5).



- Т.к. этой товарной позиции нет в предлагаемой ячейке, Сотрудник на терминале должен указать проблему через кнопку «Меню» -> «Проблема», либо же воспользовавшись горячей клавишей F8 (рис.6).
- На экран ТСД будет выведен список доступных проблем для выполняемой операции (рис.7). Исполнитель на терминале выбирает нужную – в приведенном примере это «Нет остатка».
- Система перепланирует задачу отбора и сразу предлагает выполнить сборку недостающей потребности из другого адреса хранения (рис.8). Т.е. задача сразу становится в статусе «Получена», а статус ЗнО не меняется. Первоначальная ячейка подвергается действию, указанному в выбранной проблеме, – в приведенном примере был выбран алгоритм «Заблокировать начальную ячейку», результат представлен на рис.9.
.jpg)
.jpg)
.jpg)
Рис.3 Рис.4 Рис.5
.jpg)
.jpg)
.jpg) Рис.6 Рис.7 Рис.8
Рис.6 Рис.7 Рис.8.jpg)
Рис.9
Некондиционный товар в ячейке при отборе
В этой ситуации при сборке в спланированной ячейке оказался бракованный товар; при этом в настройках Очереди задач не установлен флаг «Подбирать остаток после ошибки»:
- При попадании на поле ввода количества система выводит подсказку на общую потребность ОХ по полученной задаче (рис.10).
- Сотрудник, выполняющий отбор из ячейки, не может выполнить отбор спланированного товара, т.к. по каким-то причинам он поврежден/физически не пригоден и не может быть отгружен по заказу. В связи с этим Сотрудник на терминале должен указать проблему через кнопку «Меню» -> «Проблема», либо же воспользовавшись горячей клавишей F8 (рис.11).
- На экран ТСД будет выведен список доступных проблем для выполняемой операции (рис.12). Сотрудник выбирает нужную – в приведенном примере это «Брак».
- Задача на отбор завершается, выполняется алгоритм, настроенный для указанной проблемы – «Изменить состояние остатка» (рис.13).
- Система предлагает положить взятые товары в ячейку завершения отбора, если Исполнитель на ТСД уже что-то отобрал, либо же предлагает перейти к другой задаче (рис. 14-15 соответственно).
- Система корректирует спланированное по документу количество, изменяя статус Заказа на «Спланирован частично» (рис.16).
- Потребность по ЗнО будет допланирована при отработке регламентных заданий. Если на остатках склада в WMS имеется необходимый товар, то система спланирует новую задачу отбора в статусе «К выполнению».
.jpg)
.jpg)
.jpg) Рис.10 Рис.11 Рис.12
Рис.10 Рис.11 Рис.12
.jpg)
Рис.13
.jpg)
.jpg)
Рис.14 Рис.15
.jpg)
Рис.16 Статус ЗнО «Спланирован частично» после указания проблемы
Инициация разбирательства
По факту фиксации проблемной задачи необходимо донести эту информацию до Оператора. Одним из вариантов оповещения может быть автоматическая отправка сообщения на почту Ответственного лица.
Для отправки сообщения на почту необходимо настроить подписку на событие, например:
Адреса, для которых были спланированы задачи отбора, но отменены в связи с недостачей требуемого товара, необходимо проинвентаризировать для указания корректных остатков. Задачи инвентаризации могут быть созданы автоматически системой при помощи подписок на событие, либо Оператором системы в ручном режиме после оповещения.
Для автоматического создания задач инвентаризации необходимо настроить следующую подписку и обработчик:
- Обозначить «Тип операции», по факту которого система будет проверять наличие проблемы (рис.20):
- В режиме «Расширенных настроек» перейти на вариант произвольных настроек (рис.21):
- В разделе «Доступные поля» необходимо найти и указать все необходимые параметры, определяющие нужные задачи (рис.22). Для рассматриваемого варианта это:
- Статус = «Проблема»;
- Тип операции = «Отбор объектов хранения»;
- Задача.Проблема = «Нет остатка».
- Указать обработчик для настраиваемой подписки (рис.23):
- Сам обработчик необходимо выставить в соответствии со следующими параметрами (рис.24):

Рис.20 Обозначение Типа произошедшего события

Рис.21 Обозначение Типа произошедшего события

Рис.22 Обозначение параметров отбора проблемных задач

Рис.23 Обозначение параметров отбора проблемных задач
 Рис.24 Параметры обработчика для создания задачи «Инвентаризации состава»
Рис.24 Параметры обработчика для создания задачи «Инвентаризации состава»
При отработке данной подписки с настроенным в соответствии с описанием обработчиком системой будут созданы задачи инвентаризации ячейки отбора, если в таком адресе была указана проблема «Нет остатка». При этом созданная задача будет иметь приоритет «Критично» и будет предлагаться контролеру для выполнения в первую очередь.
При обработке результатов пересчета все отклонения от учетных данных отражаются в Регистре расхождений, на основании которого может быть сформирован и выгружен в КИС документ «Акт сверки».
Менеджеры AXELOT будут рады ответить на все вопросы по тел. +7(495)961-26-09. Также вы можете написать нам через форму
Обратная связь
Работая в очень известной, крупной Федеральной компании в логистике, мы постоянно сталкивались с проблемой больших разногласий в комплектации заказов на складе. Склад был завален актами разногласий от торговых комплексов и клиентов. Был сформирован целый отдел по работе с актами разногласий. Комплектация заказов на складе без ошибок, нам казалась недостижимой целью.
Когда к нам приехали менеджеры с Европы, и указали нашу цель и KPI склада в части точности комплектации заказов, мы были обескуражены. Однако, глаза боятся — руки делают. В итоге, через 6 месяцев, мы достигли нужного результата на одном складе. В течение года, полутора — на других складах. Как это возможно? Обо всем по порядку.
Содержание:
- Каков должен быть процент точности комплектации заказов?
- Каковы выгоды точной комплектации для всей компании?
- С чего начать роботу по безошибочной комплектации?
- Неочевидные ошибки, приводящие к не точной комплектации
- Какой процент собранных заказов подлежит проверке
Каков стандарт точности комплектации?
Итак, нашей целью стало достижение точности комплектации заказов на складе без ошибок — 99,98%, при Европейском стандарте — 99,96%. Это средний показатель за месяц по итогам всех отгруженных заказов. 99,98% означает, что на каждые 10 000 коробов отгрузки, возможные ошибки укладывались только в 20 коробов.
Получается, что при загрузке фуры, в среднем 30 паллет, отгружается около 1000 коробов. Следовательно, разногласия составляют всего 2 коробки на одну фуру.
Что такое 2 коробки на одну фуру с точки зрения затрат на кладовщика в магазинах и сотрудника по актам разногласий, при средней стоимости одного короба в 700- 1000 рублей? Если все хорошо посчитать, получается, что при стабильной работе склада в плане 99,98% точности комплектации, поставки с такого склада могут и не должны подлежать пересчету.
То есть магазин принимает с такого склада товар по принципу беспересчетной приемки. Даже на оставшиеся 0,02% акт разногласий не составляется. Ведь это мизер в общей массе товаропотока.

Конечно, для такой работы склад должен заслужить репутацию, некий сертификат беспересчетной приемки. Однако все в этом заинтересованы. У склада свой KPI.
Сотрудники склада не отвлекаются на разбор актов разногласий. В магазинах, паллеты с товаром сразу перемещаются в места временного хранения или в торговый зал. Грузовая зона не забита товаром, с целью пересчета.
Как складу, претендующему на такой сертификат, нам было дано время 6 месяцев, при которых сумма актов разногласий в течение всех 6 месяцев не превышала 0,02% от количества поставок в коробах. Все это время, товар с нашего склада, внимательно проверялся в магазинах от 20% до 100%.
Если бы мы, хотя бы один месяц из 6-и, вышли за эти рамки, то период в 6 месяцев начался бы заново. Мы смогли выйти на требуемый стандарт работы с первого раза.
Важная деталь
Отдельно скажу, что в 20 коробов на 10000, входит пересортица. Например, если отгрузили 1 короб сахара вместо одного короба соли, то разногласия не в один короб, а в два. Ведь магазин получил излишек в 1 короб, и недостачу в 1 короб.
Что касается работы с дорогими товарами, когда в 20-и коробах из 10 000 могут быть не мука, а телевизор, то по таким товарам уполномоченное лицо магазина может составить акт разногласий. Такой акт сопровождается всевозможными доказательствами, как фото и видео отчеты. Склад проводит свое внутреннее расследование. А также ведется работа с поставщиком, если такая недостача, проявляется, как тенденция по конкретному поставщику.
Вы скажете, разве можно считать безошибочной комплектацией, ошибку в 0,02%? Отчасти Вы будете правы. Но, во-первых, мы не всегда застрахованы от ошибки завода изготовителя. Бывает ошибки тянутся оттуда. Во-вторых, мы стремимся к 100%. А 99,98% это нижняя, приемлемая граница с учетом человеческого фактора.
Комплектация заказов на складе без ошибок. Первая часть. Основы.
Здесь важно отметить, что, в основном мы будем говорить о комплектации заказов со стеллажного хранения. Поскольку кросс-докинг подразумевает » что получил, то и отправил» без вскрытия паллета и комплектации, то акт разногласий с магазина транслируется поставщику, а не складу. (если это не брак по вине склада)
Что касается более сложного метода обработки, как pick-by-line, здесь тот же принцип. Об этом чуть позже.
Итак, что нужно сделать для безошибочной комплектации товаров на складе? Сначала два столпа, основы, потом перейдем к конкретным методам.

Самое первое, это KPI, мотивация сотрудников. От начальника склада до комплектовщика. Если выпадает хотя бы одно звено, система мотивации не сработает. Мы не будем подробно останавливаться здесь. Об этом есть моя отдельная статья «Что такое KPI в логистике и как его считать».
Когда каждый понимает, за что он недополучит, или получит при эффективной работе, психологически отношение к работе и результату — иное. Из этого, контроль за выполнением работ несет уже другой характер.
Считаю, что без KPI, стабильно держать планку в 99,98% мало реально.
Второе — тщательный подбор и обучение сотрудников склада. Мой личный опыт, что действительно кадры решают, если не все, то почти все. Понимаю, действительность такова, что чрезвычайно трудно найти ответственных сотрудников на постоянную работу.
При этому уверен, что многое зависит от политики компании, и руководителя склада. При прочих равных, люди остаются и долго работают там, где уважают своего руководителя, где руководители справедливы и сами отдаются работе на все сто.
Комплектация товаров на складе без ошибок. Методы
Как театр начинается с вешалки, склад начинается с приемки. Как мы понимаем, от точной приемки зависят следующие шаги. Важен опыт и ответственность кладовщиков и небольшая организация приемки. Чего-то неординарного нет.
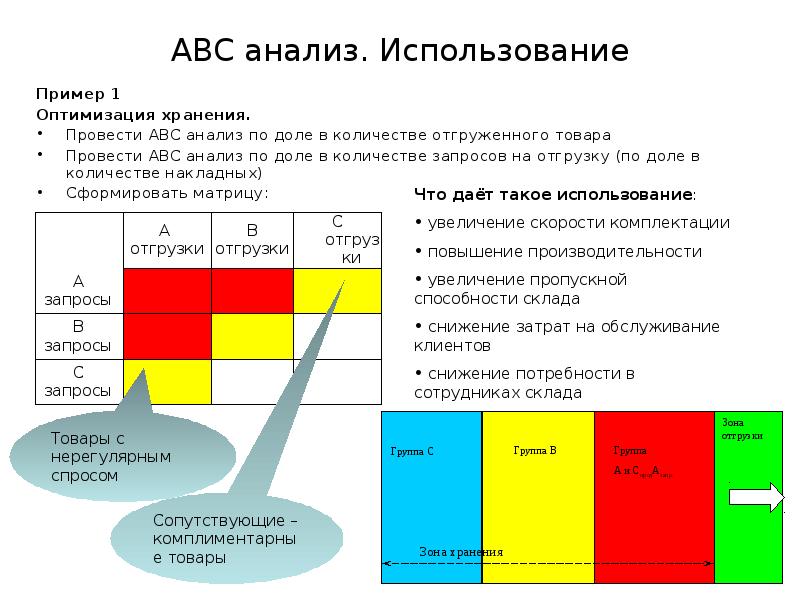
Размещение товара. Вот здесь уже интересно. Если товар требует ранжирования по АВС анализу, тогда это подразумевает хорошую складскую автоматизированную систему. WMS склада сама предлагает разместить товар в подходящую для этого ячейку.
Если же склад не имеет адресного хранения, тогда сотрудник склада размещает товар на свободное место. Это всегда усложняет поиск товара при комплектации заказов. Порой нужно больше времени, что бы найти товар. А также велик риск взять схожий товар, что приводит к ошибкам комплектации.
Итак, первая причина ошибок комплектации — не корректная приемка. Вторая — нет системы или логики, где должен храниться товар после его приемки.
Даже если у вас нет автоматизированной складкой системы, обязательно нужно найти способ размещения товара, если не по АВС анализу, так по товарным группам. Или иной логике, и в пределах доступа. И на данном этапе, это не все.
Если вы задались задачей собирать заказы стабильно без ошибок, тогда следует в обязанности кого-то из сотрудников вменить проверку соответствия товара занимаемому месту согласно учетной системе.
В зависимости от объема склада, периодичности подбора товара по заказам, перед задачей на комплектацию, сотрудник должен проходить товарные ряды и делать соответствующую проверку. Несоответствия тут же исправлять.
Тогда достигаются сразу же три цели:
- Значительно снижаются риски пересортицы
- Комплектовщик не тратит свое время на поиск нужного товара.
- Повышается уровень сборки всего заказа (SL — service level склада)
На моем опыте, как только склад начал выполнять такую работу всего 2 раза в неделю, было сокращено более половины всех ошибок комплектации. При стеллажном хранении, места подбора (пиккинга) должны проверяться столько, сколько раз в неделю идет подбор товара. Это можно совместить с частичной инвентаризацией.
Также следует отделить зоны комплектации товара по коробам и штукам.
Комплектация заказов на складе без ошибок. Вторая часть
Мы затронули тему частичной или периодической инвентаризации. Это важная составляющая корректной сборки заказов. Ведь соответствие остатков по заказам напрямую влияет на удовлетворение клиента или покупателя. Очень неприятен момент, когда менеджер по продажам подтвердил наличие товара, а по факту его не оказалось, или по пересортице отправили не тот товар.
Частичная инвентаризация должна стать привычной, ежедневной работой склада.
Не менее, чем раз в 3-4 недели проверяются все товары группы «А». Раз в два месяца — товары группы «В». И не менее, чем раз в 4 месяца — группы «С». ( если товар группы «С» имеют не бОльшую оборачиваемость, чем 4 месяца). Товар не классифицируется по АВС? Тогда по географическому принципу — от ряда а к ряду.
Тогда и полная, годовая инвентаризация для нас не станет кошмаром.

Все будет предсказуемо «от и до».
В рамках частичной инвентаризации проверяется соответствие товара занимаемым местам на верхних ярусах стеллажного хранения. Ведь рано или поздно, товар с верхних ярусов, будет перемещен в зону подбора.
Комплектация заказов на складе без ошибок требует еще одной меры.
По факту сборки заказов к отгрузке, должно проверяться не менее 20% от собранных заказов. Эта цифра считается минимально достаточной для выявления ошибки. Для отгрузки 100 собранных паллет — проверяем не менее 20 паллет.
В эту долю должны входить не меньше 70% сложных или миксованных паллет. Иначе, если мы будем проверять только моно-паллеты, или легкие для проверки заказы, мы будем обманывать сами себя. У нас же иная задача.
Также, если это возможно на уровне складской системы, еще на уровне комплектации, можно блокировать товары к комплектации, которые не входят в пул заказов. Система просто не даст такой товар подтвердить на ТСД ( терминале сборе данных).
Во время отгрузки такой запрет ставить уже морально сложнее, поскольку товар уже собран, документы напечатаны, машина в процессе загрузки. Только потеря времени и нервов для всего склада.
Другие причины ошибок
Точность сборки и отгрузки заказов также будет зависеть от:
- Не корректных задач на комплектацию. Например, ошибки в складской системе. Если используется бумажный наряд на комплектацию, банально, не качественная печать принтера при схожести кодов и наименований товара.
- Отгрузка целого паллета в другую машину. При автоматизированной системе склада должна быть блокировка отгрузки заказа другому получателю. Разграничительные линии у ворот отгрузки.
- Ошибка штрих-кода в этикетке короба, паллета.
- Не корректная передача частично выполненного заказа от одного комплектовщика — другому. Нужно максимально избегать передачи недособранного заказа.
- Не до конца обученный персонал. Не укомплектованный штат.
- Систематическая сверх нагрузка на одних и тех же людей.

Люди из-за усталости не в состоянии качественно работать долго. Даже лучшие сотрудники, постоянно вызываемые на дополнительные смены, могут дать сбой.
Все эти, и другие ошибки, нужно иметь ввиду.
Важен анализ всех ошибок, затем выявить долю каждой в общей массе ошибок. Начинать нужно с самых массовых и устранять их по нисходящей.
Что можно исправить сразу — исправляем сразу.
Заключение
Проблема с персоналом есть везде. Это данность. По моему мнению, прежде всего, следует начать с руководителя отдела логистики, руководителя склада. От их компетенции и решимости будет зависеть 80% успеха. На этом нельзя экономить. Будет эффективная работа, придет все остальное. Технологии важны, но первичный фактор — кадры.
Комплектация заказов на складе без ошибок, или в рамках 99,98% реальна и достижима. Как понимаете, здесь требуется комплексный подход и твердая воля. Шаг за шагом обязательно все начнет получаться. Буду рад, если данная статья была Вам полезна. Всего Вам хорошего!
 Ошибки комплектации товара при бумажном учете работы склада почти всегда происходят по вине персонала. О том, как добиться качественной работы комплектовщиков при минимальных затратах, рассказывает начальник отдела логистики ГК «Строби» Андрей Морозов
Ошибки комплектации товара при бумажном учете работы склада почти всегда происходят по вине персонала. О том, как добиться качественной работы комплектовщиков при минимальных затратах, рассказывает начальник отдела логистики ГК «Строби» Андрей Морозов
Андрей, расскажите, пожалуйста, как производится комплектация на складах вашей компании?
Для начала давайте определимся с терминами. Под «комплектацией» принято понимать отбор товара из постоянных мест хранения, изменение его упаковки и маркировки с целью последующей передачи клиенту. То есть именно на плечи комплектации ложится решение главной задачи логистики — доставить нужный товар в нужном количестве нужного качества по нужной цене в нужное время и нужное место.
Но поскольку товар на складе хранится в коммерческой упаковке, чаще всего в гофрокоробах, а для транспортировки требуется другая, предохраняющая товар от повреждения тара, то на переупаковку потребуется некоторое время и вполне очевидные усилия со стороны работников склада. Кроме того, укомплектованный товар необходимо промаркировать, чтобы он не потерялся в пути.
Безусловно, любой коммерческой организации было бы удобнее отгружать товар оптом, то есть в той же групповой упаковке, в которой он и пришел от поставщика и хранится на складе, поскольку упаковка производителя лучше других учитывает особенности продукта и, следовательно, лучше всего сохраняет товар в пути. А переупаковывая товар, мы рискуем его повредить. Нельзя полностью исключать и возможные ошибки со стороны персонала при перекладывании товара из коммерческой упаковки в сборную. Но сколько бы еще минусов переупаковки я не привел, актуальными они остаются лишь для складского хозяйства, для заказчика они не столь очевидны и совершенно безынтересны, а потому и уговорить его покупать товар целыми коробками вряд ли возможно. Более того, все обостряющаяся конкуренция вынуждает предприятия ориентироваться исключительно на потребности клиента. И наша компания в данном случае не исключение.
С отбором товара из мест хранения все просто: комплектовщик вскрывает коммерческую упаковку, сверяется с комплектовочной ведомостью и перемещает часть товара из коммерческой в комплектовочную упаковку. Если в последней остается свободное пространство, то комплектовщик добавляет в нее необходимое количество другого товара, проделывая эту операцию до заполнения упаковки.
Остается вопрос: как информировать клиента о том, в какой из коробок находится необходимый товар или материал? И делать это так, чтобы свести к минимуму ошибки персонала? Можно, конечно, написать ручкой на бумажке, что товар с таким-то наименованием находится, допустим, в коробке номер семь. Однако в масштабах складского хозяйства эта процедура превращается в крайне трудоемкий процесс. Да и уровень образования работников склада, зачастую, не очень высок. Поэтому практически все склады стремятся хоть как-то автоматизировать эту функцию. В нашем случае складская программа, после небольшой доработки, позволяет распечатывать товарные бирки с указанием номера накладной и группового места, а также инициалов и адреса заказчика. Эта-то бирка и наклеивается на коробку.
С целью минимизации совершаемых ошибок при комплектации была разработана специальная комплектационная ведомость (или лист сборки), в которой адресно расписан весь заказанный клиентом ассортимент, то есть, проще говоря, в какой коробке какой товар находится.
И здесь опять надо вернуться к терминологии. В складском деле используются два понятия: полное место — это грузовое место, занимаемое товаром только одной категории, и сборное место — место, отведенное под несколько видов товара. На сборные упаковки мы даже вешаем этикетку: «Внимание, сборное место! Пожалуйста, разбирайте до конца!», поскольку были случаи, когда клиент, не найдя нужный товар сверху коробки, немедля бросался оформлять претензию.
В дальнейшем все упаковки либо помещаются на поддон (несколько поддонов), либо, если это небольшой заказ, на тележку. Поверх тары обязательно крепится ведомость. Все, заказ укомплектован. Спустя некоторое время приезжает экспедитор, проверяет комплектность товара (соответствие количества мест количеству наименований в накладной) и доставляет его клиенту. Ответственность за товар, который содержится в сборных местах, полностью лежит на складе, и экспедитор проконтролировать внутреннее вложение не может.
Какие информационные системы вы используете на собственных складах?
Складских информационных систем существует огромное количество — WMS, ERP-системы и другие. А их внедрение — это очень сложный и длительный процесс, так как любую систему, даже самую простую, нужно долго и настойчиво адаптировать под нужды вашего бизнеса. Но и это далеко не все. Основная сложность состоит в том, что затраты на адаптацию IT-систем значительно превышают и без того немалые расходы на их приобретение. Можно попробовать наладить информационное взаимодействие между наработанными технологиями и бизнес-процессами, но это уже скорее вопрос сферы и условий вашего бизнеса. При этом необходимо помнить, что экономическая выгода от работы системы несоизмеримо ниже затрат на ее внедрение и обкатку.
Поэтому на нашем предприятии информационной системы, которая позволяла бы отбирать заказы и управлять складом в целом, нет. Мы используем простейшую компьютерную программу, доработанную и адаптированную информационным отделом под нужды всех подразделений, в том числе и под складскую деятельность. Ее функциональных возможностей нам вполне хватает для решения поставленных задач. Конечно, отсутствие единой информационной системы вынуждает нас вести двойной учет складских операций: электронный и бумажный. За электронный отвечают отделы продаж и поставок, а бумажным занимаются кладовщики. Обе схемы учета ведутся параллельно и при отсутствии ошибок должны соответствовать друг другу.
Однако в отсутствие дорогостоящих технологий компания становится более зависимой от опытности и профессионализма занимающегося сборкой персонала. Комплектовщик — это не грузчик, которого можно легко заменить другим, а серьезный участник бизнес-процесса, знающий всю адресную систему расположения товара и технологии отбора, приемки, маркировки товара и т. д. Такого сотрудника достаточно сложно заменить.
«Безбумажная» технология складской работы в значительной степени развязывает руки руководителю, позволяя обращаться с персоналом более свободно и уверенно. И тому есть веская причина, поскольку среднестатистический работник осваивает терминал за один-два дня и, как правило, не обладает уникальными сведениями о размещении товара на складе.
Учитывая разнообразие размеров и характеристик поступающих на хранение стройматериалов, какие трудности возникают в процессе комплектации?
В комплектации больших, крупногабаритных товаров серьезных сложностей не возникает. Чем меньше товар, тем больше проблем — его можно потерять, забыть, испортить и куда проще прикарманить. Лист гипсокартона, например, никуда не пропадает, а вот рулетка стоимостью 70 рублей исчезает с завидным постоянством. Из чего можно сделать вывод, что чем меньше товар, тем сложнее его комплектовать, но проще грузить. И наоборот, чем больше товар, тем проще его комплектовать и сложнее грузить.
Большие проблемы возникают при расчете загрузки кузова автомобиля разнородными товарами. Это «узкое» место в работе склада, и адекватных IT-продуктов, решающих эту проблему, я не встречал.
В принципе, объем кузова автомобиля невозможно использовать на все 100%, то есть так, чтобы коэффициент загрузки равнялся единице. Как правило, чем больше у вас разнородного товара, тем больше потери объема кузова. Например, на нашем предприятии не допускается загрузка автомобиля с коэффициентом ниже 0,6, да и то, учитывая вес некоторых материалов, если прежде ограничением не выступит грузоподъемность автомобиля.
А как вы определяете этот коэффициент?
Первое, что должно быть на складе, это справочник мер и весов товаров. На мой взгляд, руководитель склада обязан не просто выяснить, но досконально изучить, что у него есть, сколько это весит и какой занимает объем, так как именно по этим параметрам производится заказ и расчет загрузки автотранспорта. Если же характеристики всех товаров сведены в IT-базу, то при выписывании счета сразу видны объем и вес всего заказа, что позволяет немедленно сделать выбор в пользу того или иного транспортного средства. Ну а обладая подобными сведениями, получить коэффициент загрузки проще простого — необходимо объем товара разделить на объем кузова автомобиля.
В складировании строительных материалов есть свои особенности, связанные, главным образом, с большим количеством наименований и разнообразием физических характеристик товара. К сожалению, на складе стройматериалов достаточно сложно выделить, создать единую зону комплектации, потому что товары с различными весовыми и объемными характеристиками невозможно разместить в одном месте, причем, удобном для проведения отбора. Вызвано это тем, что хранение стройматериалов требует подержания в помещении определенной температуры и влажности, а для погрузочно-разгрузочных работ необходимо использовать разное оборудование. Поэтому приходится оптимизировать зоны хранения под конкретный товар, а весь ассортимент разделить на несколько групп. И только внутри этих групп товар распределяется на хранение согласно результатам проведенного АВС-анализа.
Каковы ваши действия при обнаружении ошибки в комплектации?
Разбор претензий, полученных от клиента, — проблема очень интересная, так как она сложнее поддается регулированию. Ведь если контролировать сотрудников — наша задача, то воздействовать на клиента мы никоим образом не можем.
Когда поступает претензия от клиента, проводится мини-инвентаризация, проверяются компьютерные остатки. Если товар клиенту не пришел, а на складе обнаруживается его излишек, то вся вина ложится на кладовщика, отпустившего товар, или комплектовщика, осуществлявшего сборку. И дело здесь даже не в размере наказания, а в его неотвратимости. Если выясняется, что экспедитор имел возможность проконтролировать кладовщика, но не сделал этого, то наказываются оба. Клиента извещают, что пропажа найдена, приносят извинения и восполняют недостачу.
Отсутствие товара и на складе клиента, и на складе поставщика вынуждает признать, что груз пропал. Можно выделить пять потенциальных зон исчезновения: 1) склад поставщика; 2) погрузка; 3) транспортировка; 4) разгрузка; 5) склад клиента.
Теперь нужно разобраться в зонах ответственности. Безусловно, они определены договором, но если перевозчик не наш, а нанят клиентом, то ответственность склада наступает в двух случаях из пяти возможных. Когда перевозчик наш и групповые места не вскрыты, то мы несем ответственность уже за три вероятности.
Однако это лишь рассуждения, которые вряд ли приобретут вес доказательств, тем более если клиент не хочет понимать или признавать, что и у него на складе существуют неразрешенные проблемы. Само собой, руководству склада будет проще отстаивать свою правоту в решении назревшего конфликта, если предварительные проверки показывают, что вероятность пропажи товара на собственном складе меньше, нежели в зоне ответственности клиента. В нашей компании отчетливо понимают, что разбор претензий всегда должен производиться в рамках конфликта. Но менеджеры претензионного отдела компании-заказчика, зачастую, оторваны от проблем собственного склада, а потому стандартный ответ на просьбу провести инвентаризацию на месте обычно сводится к следующему: «У нас все хорошо, ищите ошибку на своих складах». Только заняв обоснованную, но жесткую позицию можно добиться проведения расследования. Не редки случаи, когда при известной настойчивости клиенты сами находят утерянный товар на собственном складе.
Все эти особенности необходимо учитывать при принятии решения о возмещении или аргументированном отказе в удовлетворении претензий клиента.
Каков порядок разбора претензий?
Существует специальный бланк разбора претензий, в который заносятся отчеты и заключения всех ответственных лиц всех отделов предприятия.
Прежде всего нужно получить претензию клиента, причем сделать это так, чтобы он остался доволен тем, как с ним обращались. Не велика, но есть вероятность того, что на данном этапе заказчик попытается нас обмануть, например, завысив реальную недостачу. Чтобы развеять сомнения в недобросовестности клиента, организовывается контрольная доставка: создается комиссия, которая без уведомления клиента присутствует при погрузке и фиксирует факт правильной отгрузки. Если и в этом случае клиент продолжает сетовать на некачественное обслуживание и требовать возмещения недостачи, то от дальнейшего сотрудничества с ним лучше отказаться.
На втором этапе проводится мини-инвентаризация. Также создается комиссия, в которую входит товаровед и представитель коммерческого отдела. Если при инвентаризации нашли недостачу или излишек, то проблема решается сама собой.
В принципе все сложности учета товара на складе можно свести либо к недостаче, либо к излишку. Даже если происходит пересортица (вместо зеленой ручки вам дали красную), то и она состоит из двух частей — недостачи и излишка.
Опасность недостачи кроется в том, что отсутствующий на складе товар числится в базе данных и, возможно, даже продается. Поэтому любой работник, заметивший факт недостачи, должен максимально быстро снять товар с продаж. С излишком все проще: его обособляют от других товаров, маркируют и в ближайшее время доставляют клиенту.
Если ни недостач, ни излишков найдено не было, переходим к рассмотрению претензий к транспортному отделу. Как правило, на одном автомобиле перевозятся грузы сразу для нескольких клиентов, а значит, нельзя исключать возможности возникновения путаницы в заказах и отгрузке на местах. С клиентами у нас долговременные отношения, и почти всегда, если им завезли излишек, они его возвращают.
Отсутствие результатов на предыдущих этапах вынуждает компанию начать расследование. И здесь уже нет формализованных инструкций — в каждом конкретном случае проводится отдельное разбирательство. Однажды мы обнаружили две упаковки товара на железнодорожной станции — их просто забыли под стеллажами. По результатам проведенного расследования был составлен отчет о том, что потеря груза произошла не по вине склада или транспортной компании, а вследствие каких-то иных причин. Соответственно претензии заказчика остались неудовлетворенными.
Существует и еще один вариант. Недовложение в групповую упаковку предприятием-изготовителем. Если упаковка не вскрыта, а товара в ней не хватает, есть все основания предъявить претензии поставщику. Довольно часто он их удовлетворяет.
Если и в ходе комплексного расследования не удалось обнаружить груз, то руководитель совместно со специалистами должен принять решение о том, будет ли компания удовлетворять претензию и в каком объеме (целиком или только ее часть).
Как наказываются виновные?
Достоверно сказать, кто виноват, можно только в том случае, если обнаруженные излишки или недостачи подтверждаются мини-инвентаризацией. Иначе наказывать сотрудника не имеет никакого смысла, поскольку для персонала станет очевидным, что виновного просто «назначили». А это может привести к текучке кадров, недовольству сотрудников и поискам последними альтернативного способа заработка денег, иногда и в ущерб вашей компании.
У нас есть и бонусное правило: если расхождение на складе обнаружил сам кладовщик и успел об этом сообщить, то вина с него снимается. Каждый день кладовщики проводят инвентаризацию по своим секциям и сверяют перемещения товаров за день.
Каким образом вы добиваетесь качественной работы комплектовщиков?
Для того чтобы понять, качественно или нет работал персонал по обслуживанию клиентов, необходимо определить критерии оценки и собрать статистику. Работа кладовщика или комплектовщика по обслуживанию клиентов измеряется количеством отборов в промежуток времени. Соответственно показателем качества работы кладовщика является это соотношение ошибочных отборов к общему числу отборов.
По оценкам Luigi ALTIERI, члена правления AILOG (Ассоциации логистики и управления цепями поставок Италии), нормой считается три ошибки на 1000 отборов, то есть 0,3%. Но процент этот могут выдерживать только современные склады, работающие по «безбумажной» технологии с применением штрихкодирования товаров. У нас были времена, когда процент некачественных отборов был равен единице. Сейчас ошибки в среднем составляют 0,5% от общего числа проводимых операций.
Как мы этого добились? Во-первых, ввели понятную и логистически выверенную систему претензий. Во-вторых, реализовали систему маркировки всех поступающих на склад товаров (в целях сокращения затрат мы использовали обычный этикет-пистолет, а на стикеры нанесли продажный артикул). И в-третьих — хорошо себя зарекомендовавший в веках метод кнута и пряника. Видимо, как и большинство компаний, мы сначала воплотили только первую часть этого метода — понятное и прозрачное наказание виновных. И лишь спустя длительное время осознали важность и необходимость введения и «пряничной составляющей» — системы поощрений.
Суть ее проста: если процент неправильных отборов находится в допустимых пределах, то начисляется премия. Штрафуется всегда конкретный человек и за конкретную ошибку. А вот премируют группу людей, потому что вычислить, кто обслуживал данный отбор, очень трудоемко. Мы считаем количество отборов за период времени на участке отбора, учитываем количество претензий, делим и получаем известный коэффициент. В итоге люди получают либо премию, либо штраф, а иногда и то, и другое.
Если у вас склад с большим ассортиментом, то избежать ошибок невозможно, ошибаются все.