
При наличии неисправностей аппарат выводит на экран номер обнаруженной ошибки и подает звуковой сигнал. При возникновении любой неисправности или ошибки работа аппарата блокируется.
Если аппарат выдает какую-либо ошибку, перед обращением в сервисную службу выполните приведенные в таблице 2 действия и примите необходимые меры для ее устранения. Если у Вас есть сомнения относительно некоторых пунктов проверки или перечисленные в списке меры не решают проблему, проконсультируйтесь со специалистами сервисной службы для определения дальнейших действий.

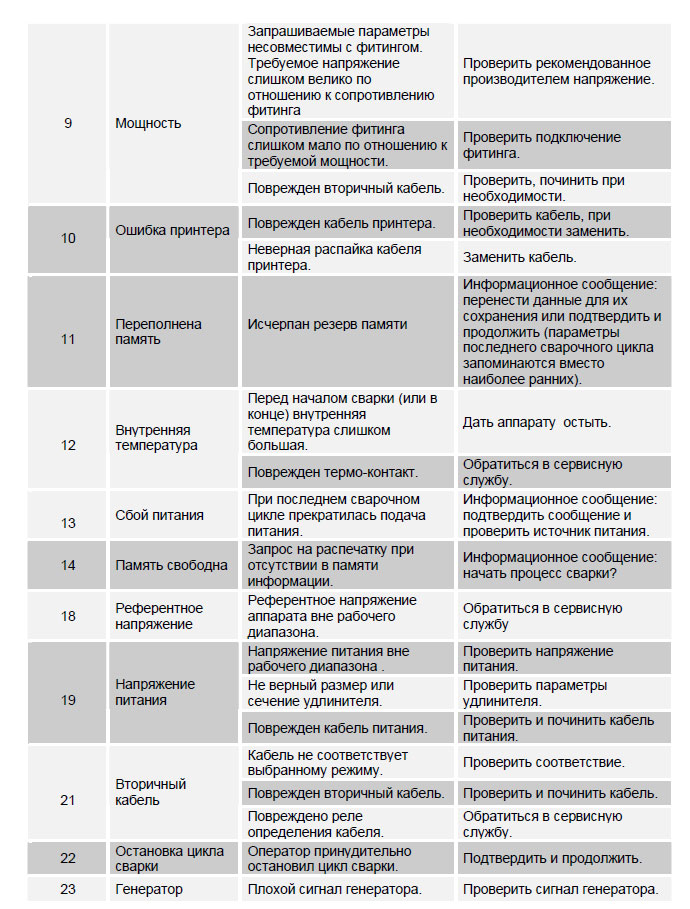
При возникновении ошибок, не указанных в таблице, обратитесь в сервисную службу.
С электромуфтовым сварочным аппаратом «БАРБАРА-USB-Компакт»:
Характеристики и инструкция по работе БАРБАРА-USB-Компакт
Благодаря своей конструкции, типа “моноблок”, сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет единый корпус в который входит: микропроцессор блока управления, электронный блок мощности, понижающий трансформатор. Аппарат мобилен, его легко переносить при помощи специальной ручки, расположенной на верхней части корпуса, он подключается к любой розетке с переменным напряжением 220 В, 50-60 Гц или к генератору тока.
Сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет специальный сканер для считывания параметров сварки со штрих-кода, на котором производители электросварных фитингов зашифровывают информацию о параметрах сварочного цикла, напряжения, времени сварки, что обеспечивает безопасность, свойственную данному автоматизму, исключает возможность неверного ввода данных оператором.
Штрих-код, адаптируясь к параметрам выбарнным производителем, освобождает термопласт от необходимости совершенсвоваться с изменением, либо появлением новых фитингов. Помимо ввода параметров сварочного цикла с помощью штрих-кода, муфтовый сварочный аппарат “Барбара USB Компакт” позволяет использовать ручной ввод, доступ к которому может быть закрыт.
Диагностика сварочных аппаратов для чайников
Барбара Компакт USB хранит информацию (протоколы) о параметрах проведения сварки по каждому сварному стыку, а также данные об объекте, операторе, дополнительную информацию. Вся эта информация по каждому стыку может быть распечатана на принтере, для обеспечения контрля технологического процесса сварки или может быть перенесена на персональный компьютер с помощью USB флеш носителя. В работе аппарата используется традиционный принцип диалога с оператором, при котором оператор, в зависимости от выбранного уровня прослеживаемости, контролирует прохождение этапов сварочного цикла с помощью соответствуюих сообщений на ЖК дисплеет.
Конструкция и органы управления БАРБАРА-USB-Компакт
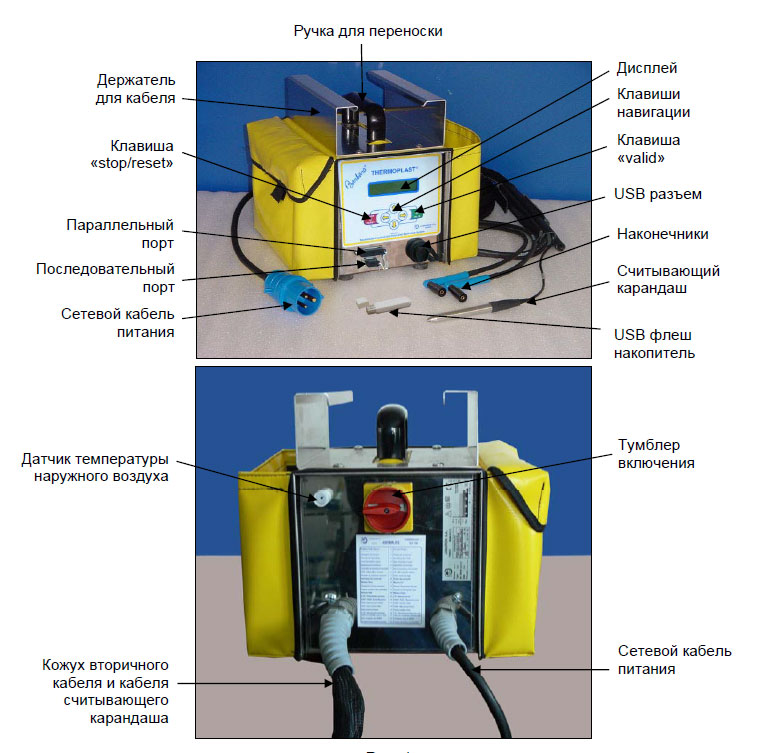
Термопласт Барбара Компакт USB выполнен в металлическом нержавеющем корпусе, защищенном чехлом желтого цвета (в последнее время аппараты поставляются без чехла, но в пластиковом ящике). На чехле имеются специальные карманы для хранения кабелей. Аппарат имеет сетевой кабель питания, вторичный кабель с наконечниками для подключения к фитингу, кабель оптического карандаша для автоматического ввода информации.
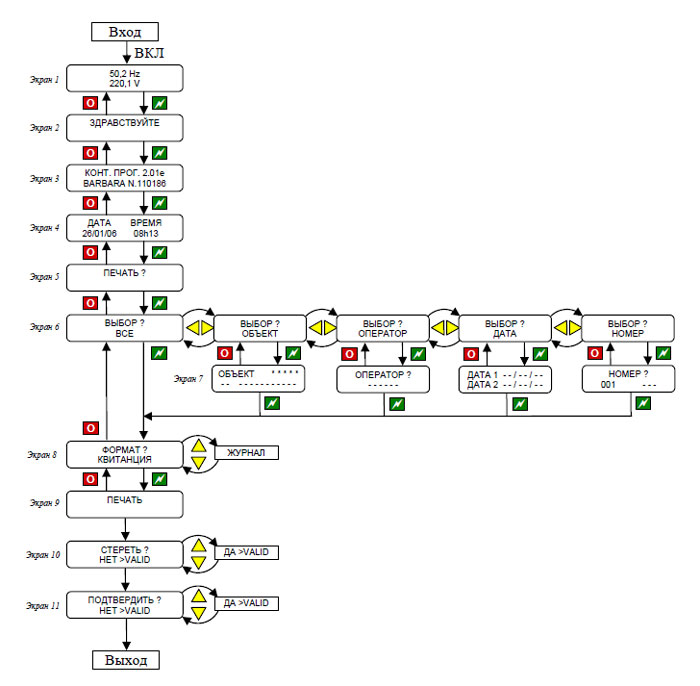
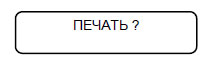
Ввод кабелей в корпус осуществляется через два гермоввода, которые находятся на задней панели аппарата и обеспечивают требуемую степень защиты корпуса и соединения. На задней панели также располагается тумблер включения аппарата.
На лицевой панели расположены ЖК-дисплей и клавиши управления. ЖК-дисплей представляет собой двухстрочный 20-ти разрядный индикатор, предоставляющий всю необходимую оператору информацию в доступном для него виде.
Управление дисплеем осуществляется при помощи следующих кнопок управления:
- “VALID” – позволяет подтвердить текущий этап и перейти к следующему;
- “STOP” – позволяет отменить текущий этап и вернуться к предыдущему;
- стрелки “вверх” и “вниз” – позволяют выбрать конкретный параметр или ввести его значение;
- стрелки “влево” и “вправо” – позволяют перемещать курсор по экрану.
Подготовка аппарата к работе
Прежде чем подключить аппарат, следует проверить:
- характеристики источника питания (
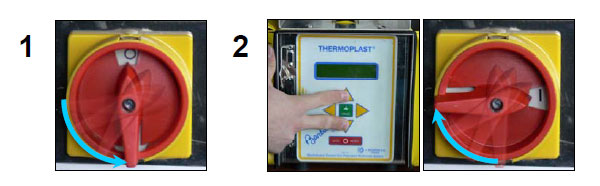
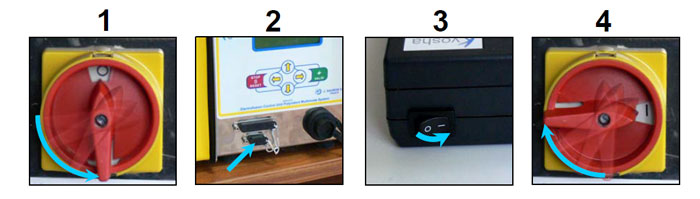
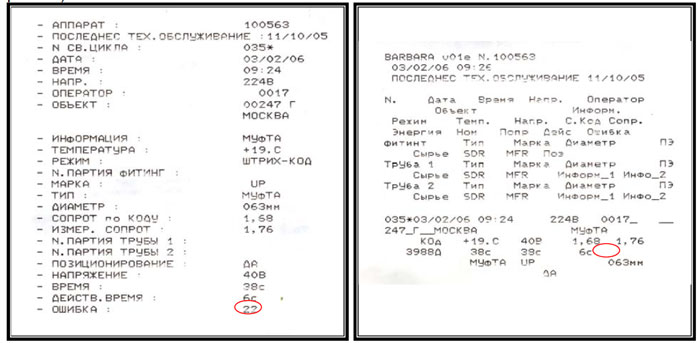
Прежде чем подключать сетевой кабель к источнику питания, убедитесь, что тумблер включения аппарата находится в положении ВЫКЛ.
При применении генератора, прежде чем перевести тумблер в положение ВКЛ следует подождать стабилизации режима работы двигателя.

Эксплуатация
Режимы работы аппарата
Для пользователя доступны три режима работы аппарата: РАБОТА, ПРОГРАМ-МИРОВАНИЕ и режим распечатки данных.
Режим ПРОГРАММИРОВАНИЕ предназначен для задания требуемых при эксплуатации рабочих параметров, которые хранятся в памяти аппарата и используются при каждом цикле сварки.
Режим РАБОТА является основным эксплуатационным режимом, в котором последовательно шаг за шагом вводятся параметры каждого этапа сварочного цикла и производится сварка.
Режим распечатки данных позволяет распечатать информацию по сваренным стыкам, хранящуюся в памяти аппарата или передать ее на персональный компьютер с помощью USB флеш накопителя.
Читайте так же: Диаметр вентиляционной трубы для санузла
Режим ПРОГРАММИРОВАНИЕ
Для входа в режим ПРОГРАММИРОВАНИЕ нужно:
- Отключить аппарат;
- Включить аппарат, одновременно нажав и удерживая клавиши “вверх” и “вниз”. Клавиши удерживаются в утопленном положении до появления первого сообщения.
Порядок программирования аппарата Барбара Компакт USB.
При работе в режиме ПРОГРАММИРОВАНИЕ для подтверждения введенных параметров и перехода к последующим этапам программирования нажимайте клавишу “VALID”, для отмены операции и возврата к предыдущим этапам – “STOP”.
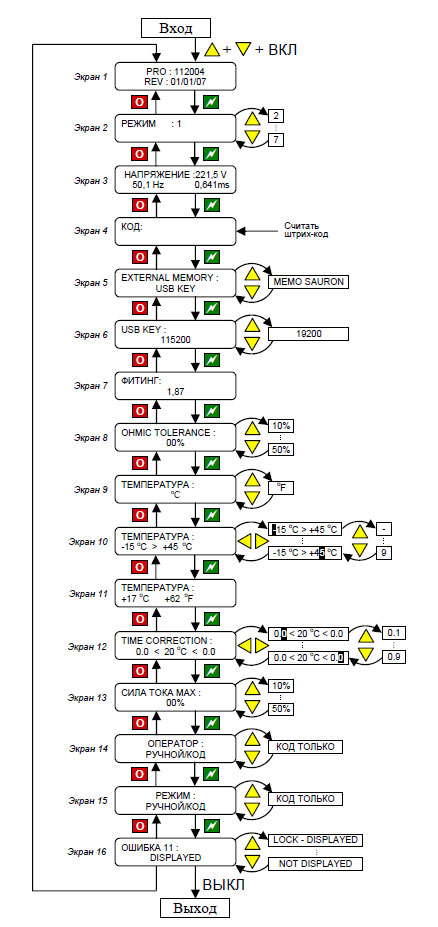
Экран 1. На дисплее отображаются дата производства аппарата (параметр PRO) и дата прохождения следующего тех. обслуживания (параметр REV).
При наступлении даты очередного прохождения тех. обслуживания на экране высвечивается информационное сообщение, предупреждающее о необходимости проведения поверки, либо аппарат блокируется (опция), не давая возможности проведения сварки.
При проведении сварочных работ на аппарате не прошедшем в положенные сроки тех. обслуживание, на распечатке данных по этой сварке будет добавлено сообщение, предупреждающее о необходимости проведения поверки. По умолчанию в аппарате установлена периодичность поверки – 1 год. Срок поверки вводится в аппарат только специалистами сервисного центра.
Экран 2. Выбор сценария работы аппарата
Предусмотрено семь сценариев работы аппарата в основном эксплуатационном режиме РАБОТА. Они отличаются набором параметров и различной информации сварочного цикла, запрашиваемых у оператора. В соответствии с выбранным режимом (сценарием) работы аппарата меняется структура сообщений, выводимых на дисплей в основном эксплуатационном режиме РАБОТА.
Выбор режима происходит с помощью клавиш “вверх” и “вниз”.
Сообщения, выводимые на дисплей на различных этапах ввода информации основного эксплуатационного режима работы аппарата, представлены в таблице:

Экран 3. Параметры переменного напряжения в сети.
На экране отображается значение напряжения в сети, частота и период колебания тока
Экран 4. Проверка считывания штрих-кода.
С помощью оптического карандаша считайте штрих-код. На экране отображается информация, считанная со штрих-кода
Экран 5. Тип внешней памяти.
На этом этапе с помощью клавиш “вверх” и “вниз” выбирается тип внешней памяти:
- “USB KEY” – при использовании USB флеш накопителя;
- “MEMO SAURON” – при использовании памяти “СОРОН”.
Экран 6. Скорость USB порта.
С помощью клавиш “вверх” и “вниз” выбирается скорость передачи данных через USB порт – 115200 бит/с или 19200 бит/с. Рекомендуется использовать скорость 115200 бит/с.
Экран 7. Сопротивление фитинга.
На экране отображается реальное измеренное сопротивление закладных нагревателей (спирали) фитинга.
Экран 8. Допустимый диапазон отклонения сопротивления фитинга.
С помощью клавиш “вверх” и “вниз” выбирается допустимый диапазон отклонения сопротивления фитинга считанного со штрих-кода от действительного сопротивления спирали фитинга. Диапазон отклонения указывается в процентном отклонении – от 0% до 50%. Рекомендуется использовать диапазон 10%.
Экран 9. Единица измерения температуры.
С помощью клавиш “вверх” и “вниз” можно выбрать единицу измерения температуры – в градусах Цельсия ( о C) или в градусах по Фаренгейту ( о F)

Экран 10. Диапазон рабочих температур наружного воздуха.
На этом этапе задается диапазон температур наружного воздуха (в соответствии с нормативными документами), при котором возможно производить сварочные работы. Если сварка производится при температуре наружного воздуха находящейся вне этого диапазона, аппарат выдаст ошибку №2 и не позволит производить сварку!
Для изменения значений температуры перемещайте курсор с помощью клавиш “влево” и “вправо” , выбирайте нужное значение с помощью клавиш “вверх” и “вниз”.
Экран 11. Отображение температуры наружного воздуха.
На экране отображается измеренная температура наружного воздуха в градусах Цельсия и по Фаренгейту.
Экран 12. Корректировка времени сварки.
На данном этапе устанавливаются два корректирующих время сварки коэффициента, в зависимости от температуры окружающего воздуха – один при температуре меньше 20 о C, второй – при температуре больше 20 о C. По умолчанию на заводе установлены нулевые значения коэффициентов.
Экран 13. Максимальная сила тока.
На данном этапе выставляется максимальная сила тока, выдаваемая аппаратом, в процентах от номинальной – 0%, 10%, 20%…50%.
Экран 14. Способ ввода данных оператора.
На данном этапе выбирается способ ввода данных оператора, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Читайте так же: Прохождение маточных труб в челябинске
Экран 15. Способ ввода параметров фитинга.
На данном этапе выбирается способ ввода параметров фитинга, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Экран 16. Выбор режима работы аппарата при заполненной внутренней памяти.
На данном этапе выбирается режим работы аппарата при заполненной внутренней памяти (ошибка №11). Доступны следующие режимы:
“DISPLAYED” – аппарат отображает ошибку 11 и при этом позволяет проводить сварку, стирая первоначальные протоколы.
“LOCK” – “DISPLAYED” – аппарат отображает ошибку 11 и при этом блокирует возможность сварки.
“NOT DISPLAYED” – аппарат не отображает ошибку 11 и при этом производит сварку, стирая первоначальные протоколы.
Для выхода из режима ПРОГРАММИРОВАНИЯ необходимо выключить аппарат, переведя тумблер включения в положение ВЫКЛ.
Электромуфтовый аппарат
Аппарат для электромуфтовой сварки «БАРБАРА-USB-Компакт»
Аппарат для электромуфтовой сварки “Барбара Компакт USB” поливалентного типа вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемх уровнях напряжения и силы тока, что обеспечивает возможность использовать аппарата с электросварными фитингами разных производителей диаметром от 16 до 1600 мм.
Технические характеристики:
- Тип электромуфтового сварочного аппарата – Моноблок Поливалентный Штрих-код,
- Напряжение питания – 230 В, 50-60 Гц,
- Напряжение на выходе 8 – 44 В,
- Мощность (максимальная) – 3000 VA – 80 Amps,
- Рабочая температура наружного воздуха – от -15ºС до +45ºС,
- Защита IP54,
- Внутренняя память – 970 циклов записей – протокол/квитанция,
- Интерфейс – последовательный: 9600 бод, параллельный,
- Внешняя память – USB флеш носитель,
- Размеры – 35 х 23 х 16 см.
- Вес – 20 кг.
Сварочный аппарат “ОНДИН-Компакт”
Параметры проведенной сварки по каждому сварному стыку, а также следующую контрольную информацию: данные об объекте, операторе, дополнительную информацию. Вся эта информация по каждому стыку может быть распечатана на принтере, для обеспечения контроля технологического процесса сварки. Аппарат подсоединяется к генератору или к обычной электросети (источник питания:
Термопласт типа “моноблок” – это сварочный аппарат в едином корпусе, который состоит из:
- микропроцессорного блока управления;
- электронного блока мощности;
- понижающего трансформатора.
Термопласт Ондин Компакт поливалентного типа вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемых уровнях напряжения и силы тока, что обеспечивает возможность использования аппарата с электросварными фитингами (фитингами с закладными нагревателями) разных производителей.
Технические характеристики “ОНДИН-Компакт”
- Тип электромуфтового сварочного аппарата – Моноблок Поливалентный Штрих-код,
- Напряжение питания – 230 В, 50-60 Гц,
- Напряжение на выходе 8 – 44 В,
- Мощность (максимальная) – 3200 VA – 80 Amps,
- Рабочая температура наружного воздуха – от -15оС до +45оС,
- Защита IP 54,
- Без внутренней памяти (для модели без системы протоколирования),
- Внутренняя память – 970 циклов записей – протокол/квитанция (для модели с системой протоколирования),
- Интерфейс – последовательный: 9600 бод, параллельный,
- Внешняя память – ГАЛЕ,
- Нержавеющий корпус;
- Размеры – 35 х 23 х 16 см.
- Вес – 20 кг.
Электромуфтовый сварочный аппарат “Е-Мануель”
Электромуфтовый сварочный аппарат “Е-Мanuel” имеет тип “моноблок”, т.е. имеет единый корпус, который состоит из: микропроцессорного блока управления, электронного блока мощности, и понижающего трансформатора. Благодаря единому блоку электромуфтовый сварочный аппарат “Е-Мануель” мобилен, его можно подсоединить к любой розетке 220 В, 50-60 Гц, или к мобильному генератору.
Сварочный аппарат для электромуфтовой сварки “Е-Мануель” вырабатывает постоянную и плавно возрастающую выходную мощность, которая производится на нескольких регулируемых уровнях напряжения и силы тока, что обеспечивает возможность использования аппарата с электросварными фитингами разных производителей диаметром от 16 до 1200 мм.
В аппарате используется ручной ввод параметров сварки. Благодаря наличию жидкокристаллического дисплея, вся вводимая в аппарат информация, отображается на нем, что позвояет контролировать прохождение этапов сварочного цикла.
Источник: solidiron.ru
Виды Ошибок В Процессе Сварки — Rothenberger ROWELD ROFUSE Basic 48 V2.0 Instructions For Use Manual
обслуживание) необходимо подтвердить нажатием кнопки «START/SET» (Пуск/задать).
Отправить сварочный автомат на завод или в авторизованный сервис для проведения
технического обслуживания и проверки.
• «Eingabefehler» (Ошибка ввода)
Код введен неправильно. При вводе параметров сварки вручную не было задано время
сварки. В настройке даты введен недействительный диапазон.
• «Protokollspeicher voll» (ЗУ протоколов заполнено)
ЗУ протоколов заполнено. Вывести сварочные протоколы и отключить контроль ЗУ.
Если контроль ЗУ протоколов отключен, новый протокол записывается на место самого
• «Ausgabe abgebrochen» (Вывод прерван)
Во время распечатки или передачи данных сварки возникла ошибка, которую
невозможно было удалить.
Виды ошибок в процессе сварки
При возникновении всех ошибок в процессе сварки раздается звуковой сигнал.
• «Unterspannung» (Недостаточное напряжение)
Входное напряжение меньше 175 В. Если ошибка присутствует дольше 15 секунд,
процесс сварки прерывается. Если напряжение опускается ниже 170 В, процесс сварки
моментально прерывается.
• «Überspannung» (Избыточное напряжение)
Входное напряжение превышает 290 В. Если ошибка присутствует дольше 15 секунд,
процесс сварки прерывается.
• «Widerstandsfehler» (Ошибка сопротивления)
Значение сопротивления подключенного сварного фитинга выходит за пределы
считанного допуска.
• «Frequenzfehler» (Ошибка частоты)
Частота входного напряжения выходит за пределы заданного допуска (42 – 69 Гц).
• «Spannungsfehler» (Ошибка напряжения)
Проверить напряжение и мощность генератора. Выходное напряжение не соответствует
считанному значению; сварочный автомат необходимо вернуть на завод для проверки.
• «Strom zu niedrig» (Слишком низкая сила тока)
Данное сообщение появляется при моментальном прерывании подачи тока или в
случае, если в течение 3 секунд сила тока падает больше чем на 15 % в секунду.
• «Strom zu hoch» (Слишком высокая сила тока)
Значение выходного тока слишком велико; источники ошибки: короткое замыкание
спирали нагревательного элемента фитинга или в сварочном проводе. Во время
пускового периода верхнее значение отключения в 1,18 раза больше начального
значения, в остальных случаях верхний предел зависит от нагрузки и превышает
значение пускового тока на 15 %.
• Аварийная остановка
Процесс сварки прерван нажатием кнопки «STOP/RESET» (Стоп/сброс).
• «Windungsschluss» (Межвитковое короткое замыкание)
Сила тока во время сварки отличается от заданного значения на 15 % вследствие
короткого замыкания спирали нагревательного элемента фитинга.
• Netzunterbrechung bei der letzten Schweißung (Сбой сети при последней сварке)
Предыдущая сварка выполнена не до конца. В ходе ее выполнения сварочный автомат
был отключен от источника электропитания. Чтобы продолжить работу, необходимо
подтвердить сообщение нажатием кнопки «STOP/RESET» (Стоп/сброс), см. раздел 9.4.
Источник: www.manualslib.com
Электромуфтовый сварочный аппарат БАРБАРА USB Компакт J. Sauron

Сварочные аппараты серии Термопласт предназначены для сварки фитингов с закладным нагревательным элементом из полиэтилена и полипропилена.
Технические возможности аппаратов обеспечивают работу с фитингами любых производителей без ограничения диаметра.
Прочный, надежный и защищенный корпус позволяет проводить работы в самых тяжелых полевых условиях.
Параметры сварочного цикла вводятся автоматически считыванием стандартного штрих-кода фитинга, или используется ручной ввод данных.
Аппарат контролирует весь процесс сварки, регистрирует параметры сварки, возможные ошибки и сбои.
Протоколы сварки могут быть распечатаны на принтере или переданы на персональный компьютер, используя параллельный, последовательный или USB интерфейсы.
В работе аппарата используется традиционный принцип диалога с оператором, при котором оператор контролирует прохождение этапов сварочного цикла в зависимости от выбранного уровня степени прослеживаемости.
Входное напряжение 180..270 В
Частота 45..65 Гц
Потребляемый ток 20 А макс.
Мощность 4,5 кВт
Выходное напряжение 8-48 В
Сила тока 97 А макс.
Диапазон рабочих температур -20оС…+50оС Корпус, степень защиты IP54
Габариты 295х285х282 мм
Диаметры свариваемых труб, мм 16-1600
Ввод данных фитинга и оператора со штрихкода при помощи считывающего карандаша да Ручной ввод данных да Контроль процесса сварки да Протоколирование да Внутренняя память 970 протоколов USB-интерфейс да Последовательный порт да Параллельный порт да Наконечники сварочных проводов 4.0 и 4.7 мм да Два больших кармана для принадлежностей да
Источник: www.standeks.ru
Сварочный аппарат барбара коды ошибок
Сварочный аппарат БАРБАРА USB КОМПАКТ с протоколом

Электромуфтовый сварочный аппарат предназначен для сварки фитингов с закладными нагревателями из полиэтилена и полипропилена
- сканирование штрих-кода
- ручной ввод штрих-кода
- ручной ввод параметров сварки
- система протоколирования
- наконечники сварочных проводов 4,0 и 4,7 мм
- USB-порт
- транспортный контейнер
Технические параметры
| Производитель | CTF SAURON |
| Мин. диаметр свариваемых труб | 16 мм |
| Макс. диаметр свариваемых труб | 1600 мм |
| Опции | протоколирование / USB-порт / штрих-код / ручной ввод |
| Входное напряжение, В | 180…270 |
| Частота | 45…65 Гц |
| Потребляемый ток, А | 20 А макс. |
| Мощность, кВт | 4,5 |
| Выходное напряжение, В | 8 – 48 |
| Сила тока, А | 97 |
| Ввод данных фитинга и оператора со штрих-кода при помощи считывающего карандаша | Да |
| Ручной ввод данных | Да |
| Диапазон рабочих температур | -20°C…+50°C |
| Корпус, степень защиты | IP54 |
| Контроль процесса сварки | Да |
| Протоколирование | Да |
| Внутренняя память | 970 протоколов |
| USB-интерфейс | Да |
| Последовательный порт | Да |
| Параллельный порт | Да |
| Наконечники сварочных проводов 4.0 и 4.7 | Да |
| Два кармана для принадлежностей | Да |
| Общий вес | 19 кг кг |
| Вариант источника питания | Бензиновый генератор Plutonelec 60 |
| Габариты | 184х285х282 мм |
Ознакомиться с полным прайс-листом электромуфтового сварочного оборудования Вы можете по ссылке: прайс-лист.
394029, г Воронеж
ул. Героев Стратосферы, 22г
+7 (473) 241-06-07
+7 (473) 241-06-03
+7 (432) 241-00-44
Источник: its-polimer.ru
Ремонт сварочных инверторов своими руками

Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
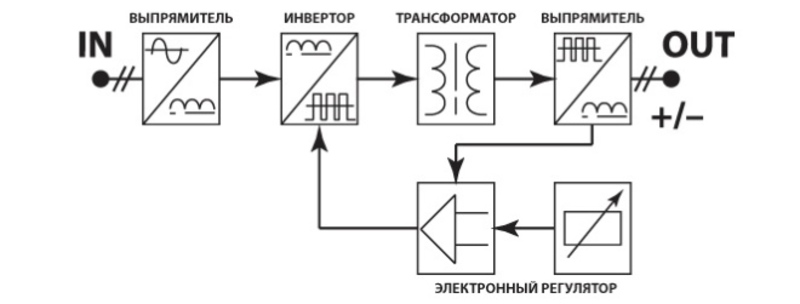
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации.
Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего.
Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки

Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене.
Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки

Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты.
Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:

- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
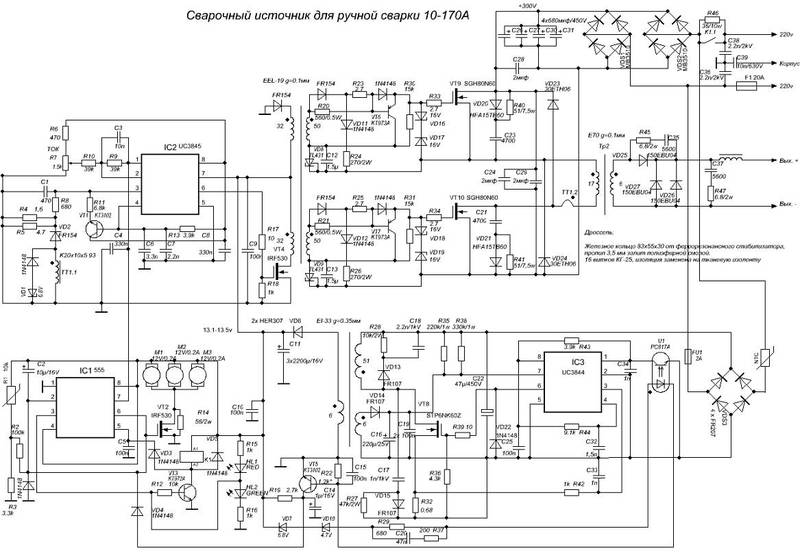
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.

Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью.
Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Originally posted 2018-07-04 08:14:15.
Источник: pochini.guru
Обновлено: 12.06.2023
Благодаря своей конструкции, типа “моноблок”, сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет единый корпус в который входит: микропроцессор блока управления, электронный блок мощности, понижающий трансформатор. Аппарат мобилен, его легко переносить при помощи специальной ручки, расположенной на верхней части корпуса, он подключается к любой розетке с переменным напряжением 220 В, 50-60 Гц или к генератору тока.
Сварочный аппарат для электромуфтовой сварки “Барбара USB Компкт” имеет специальный сканер для считывания параметров сварки со штрих-кода, на котором производители электросварных фитингов зашифровывают информацию о параметрах сварочного цикла, напряжения, времени сварки, что обеспечивает безопасность, свойственную данному автоматизму, исключает возможность неверного ввода данных оператором.
Штрих-код, адаптируясь к параметрам выбарнным производителем, освобождает термопласт от необходимости совершенсвоваться с изменением, либо появлением новых фитингов. Помимо ввода параметров сварочного цикла с помощью штрих-кода, муфтовый сварочный аппарат “Барбара USB Компакт” позволяет использовать ручной ввод, доступ к которому может быть закрыт.
Конструкция и органы управления БАРБАРА-USB-Компакт
Термопласт Барбара Компакт USB выполнен в металлическом нержавеющем корпусе, защищенном чехлом желтого цвета (в последнее время аппараты поставляются без чехла, но в пластиковом ящике). На чехле имеются специальные карманы для хранения кабелей. Аппарат имеет сетевой кабель питания, вторичный кабель с наконечниками для подключения к фитингу, кабель оптического карандаша для автоматического ввода информации.
Ввод кабелей в корпус осуществляется через два гермоввода, которые находятся на задней панели аппарата и обеспечивают требуемую степень защиты корпуса и соединения. На задней панели также располагается тумблер включения аппарата.
На лицевой панели расположены ЖК-дисплей и клавиши управления. ЖК-дисплей представляет собой двухстрочный 20-ти разрядный индикатор, предоставляющий всю необходимую оператору информацию в доступном для него виде.
Управление дисплеем осуществляется при помощи следующих кнопок управления:
- “VALID” – позволяет подтвердить текущий этап и перейти к следующему;
- “STOP” – позволяет отменить текущий этап и вернуться к предыдущему;
- стрелки “вверх” и “вниз” – позволяют выбрать конкретный параметр или ввести его значение;
- стрелки “влево” и “вправо” – позволяют перемещать курсор по экрану.
Подготовка аппарата к работе
Прежде чем подключить аппарат, следует проверить:
- характеристики источника питания (~230В, 50-60Гц);
- при применении удлинителя, правильность соотношения сечения используемого кабеля и его длины;
- осуществить внешний осмотр с точки зрения механических повреждений;
- кабели и разъемы.
Прежде чем подключать сетевой кабель к источнику питания, убедитесь, что тумблер включения аппарата находится в положении ВЫКЛ.
При применении генератора, прежде чем перевести тумблер в положение ВКЛ следует подождать стабилизации режима работы двигателя.
Эксплуатация
Режимы работы аппарата
Для пользователя доступны три режима работы аппарата: РАБОТА, ПРОГРАМ-МИРОВАНИЕ и режим распечатки данных.
Режим ПРОГРАММИРОВАНИЕ предназначен для задания требуемых при эксплуатации рабочих параметров, которые хранятся в памяти аппарата и используются при каждом цикле сварки.
Режим РАБОТА является основным эксплуатационным режимом, в котором последовательно шаг за шагом вводятся параметры каждого этапа сварочного цикла и производится сварка.
Режим распечатки данных позволяет распечатать информацию по сваренным стыкам, хранящуюся в памяти аппарата или передать ее на персональный компьютер с помощью USB флеш накопителя.
Режим ПРОГРАММИРОВАНИЕ
Для входа в режим ПРОГРАММИРОВАНИЕ нужно:
Порядок программирования аппарата Барбара Компакт USB.
При работе в режиме ПРОГРАММИРОВАНИЕ для подтверждения введенных параметров и перехода к последующим этапам программирования нажимайте клавишу “VALID”, для отмены операции и возврата к предыдущим этапам – “STOP”.
Экран 1. На дисплее отображаются дата производства аппарата (параметр PRO) и дата прохождения следующего тех. обслуживания (параметр REV).
Экран 2. Выбор сценария работы аппарата
Выбор режима происходит с помощью клавиш “вверх” и “вниз”.
Экран 3. Параметры переменного напряжения в сети.
На экране отображается значение напряжения в сети, частота и период колебания тока
Экран 4. Проверка считывания штрих-кода.
С помощью оптического карандаша считайте штрих-код. На экране отображается информация, считанная со штрих-кода
Экран 5. Тип внешней памяти.
На этом этапе с помощью клавиш “вверх” и “вниз” выбирается тип внешней памяти:
- “USB KEY” – при использовании USB флеш накопителя;
- “MEMO SAURON” – при использовании памяти “СОРОН”.
Экран 6. Скорость USB порта.
С помощью клавиш “вверх” и “вниз” выбирается скорость передачи данных через USB порт – 115200 бит/с или 19200 бит/с. Рекомендуется использовать скорость 115200 бит/с.
Экран 7. Сопротивление фитинга.
На экране отображается реальное измеренное сопротивление закладных нагревателей (спирали) фитинга.
Экран 8. Допустимый диапазон отклонения сопротивления фитинга.
С помощью клавиш “вверх” и “вниз” выбирается допустимый диапазон отклонения сопротивления фитинга считанного со штрих-кода от действительного сопротивления спирали фитинга. Диапазон отклонения указывается в процентном отклонении – от 0% до 50%. Рекомендуется использовать диапазон 10%.
Экран 9. Единица измерения температуры.
С помощью клавиш “вверх” и “вниз” можно выбрать единицу измерения температуры – в градусах Цельсия ( о C) или в градусах по Фаренгейту ( о F)
Экран 10. Диапазон рабочих температур наружного воздуха.
На этом этапе задается диапазон температур наружного воздуха (в соответствии с нормативными документами), при котором возможно производить сварочные работы. Если сварка производится при температуре наружного воздуха находящейся вне этого диапазона, аппарат выдаст ошибку №2 и не позволит производить сварку!
Для изменения значений температуры перемещайте курсор с помощью клавиш “влево” и “вправо” , выбирайте нужное значение с помощью клавиш “вверх” и “вниз”.
Экран 11. Отображение температуры наружного воздуха.
На экране отображается измеренная температура наружного воздуха в градусах Цельсия и по Фаренгейту.
Экран 12. Корректировка времени сварки.
На данном этапе устанавливаются два корректирующих время сварки коэффициента, в зависимости от температуры окружающего воздуха – один при температуре меньше 20 о C, второй – при температуре больше 20 о C. По умолчанию на заводе установлены нулевые значения коэффициентов.
Экран 13. Максимальная сила тока.
На данном этапе выставляется максимальная сила тока, выдаваемая аппаратом, в процентах от номинальной – 0%, 10%, 20%…50%.
Экран 14. Способ ввода данных оператора.
На данном этапе выбирается способ ввода данных оператора, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Экран 15. Способ ввода параметров фитинга.
На данном этапе выбирается способ ввода параметров фитинга, который проводит сварку – либо со штрих-кода и вручную (РУЧНОЙ/КОД), либо только вручную (КОД ТОЛЬКО).
Экран 16. Выбор режима работы аппарата при заполненной внутренней памяти.
На данном этапе выбирается режим работы аппарата при заполненной внутренней памяти (ошибка №11). Доступны следующие режимы:
“DISPLAYED” – аппарат отображает ошибку 11 и при этом позволяет проводить сварку, стирая первоначальные протоколы.
“LOCK” – “DISPLAYED” – аппарат отображает ошибку 11 и при этом блокирует возможность сварки.
“NOT DISPLAYED” – аппарат не отображает ошибку 11 и при этом производит сварку, стирая первоначальные протоколы.
Для выхода из режима ПРОГРАММИРОВАНИЯ необходимо выключить аппарат, переведя тумблер включения в положение ВЫКЛ.
Просмотр протоколов сварок на цифровом индикаторе.
Выбираем номер необходимого протокола, активируем цифровое значение протокола путем нажатия кнопки ►, при этом мигает первое знакоместо. Производить коррекцию можно только последовательно, слева направо начиная с первого знакоместа по четвертое, кнопками ▲ , ▼ набираем необходимый номер протокола.
Подтверждаем выбранный номер протокола кнопкой ◄.
Параметры сварки можно просмотреть только последовательно по 2 значения.
Для просмотра параметров протокола сварки необходимо последовательно нажимать кнопку ◄или ▲ (в зависимости, где вы находитесь в данный момент).
Формат выводимых параметров протокола сварки на ЦИ приведен в таблице 10.
3.7.5 Выход из просмотра параметров.
3.7.6 Вывод протоколов сварок на ПК.
Соедините посредством кабеля порт СОМ компьютера с портом вывода сварочного аппарата, в соответствии со схемой рис.9.
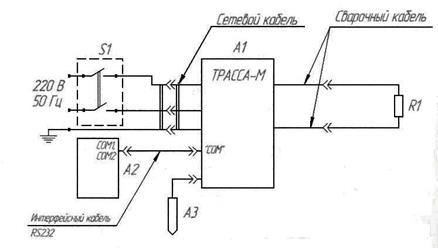
Рис.9. Схема внешних соединений аппарата
А1-сварочный аппарат ТРАССА-М ОСО 4-01; А2 — персональный компьютер, совместимый с IBM PC, с процессором не хуже Pentium; A3 — считыватель штрих-кода Zebex Z3080 RS232; R1 — фитинг с закладным электронагревателем; S1 — автоматический выключатель ВА 47-29 с током отсечки 25А.
ВНИМАНИЕ — КАБЕЛЬ ВСТАВЛЯТЬ И ВЫНИМАТЬ ТОЛЬКО ПРИ ОТКЛЮЧЕННОМ ОТ СЕТИ АППАРАТЕ.
Вывод протоколов
ДИСПЛЕЙ RS232
Передача данных ожидание.
3.7.7.Запустите программу обработки протокола сварки «ТРАССА-М» версия 1.2 на ПК. В строке панелей инструментов находим ЯЗЫК/ Русский / English, выбираем необходимый язык. После сделанного выбора, необходимо закрыть окно, потом открыть (появиться окно выбранного Вами языка).
3.7.8 Выбрать диалоговое окно на ПК путем выбора пункта меню
ДАННЫЕ / ПОЛУЧИТЬ ДАННЫЕ.
Установить параметры обмена по интерфейсу RS-232C между аппаратом и ПК.
Установить: Последовательный порт — СОМ 1. Передача данных, осуществляется со скоростью, 9600 бит/сек.
После того как, конкретно указаны все параметры соединения, необходимо запустить процесс получения данных, подтвердив нажатием кнопки ПОЛУЧИТЬ.
Автоматически, на ЦИ аппарата, будет виден процесс передачи протоколов, начиная с первого.
Передача данных
Протокол X
где, X — номер протокола
при этом на ЦИ будет отображаться количество протоколов, переданных в ПК (начиная с первого протокола и до последнего).
завершена!
После этого, необходимо в диалоговом окне нажать кнопку ОК.
В окно базы стыков все протоколы заносятся автоматически и хранятся в памяти аппарата. Для быстрого просмотра протокола необходимо 2 раза кликнуть мышкой на необходимый протокол, в результате чего появится окно, в котором будет отображена вся необходимая развернутая информация.
Для того чтобы, произвести распечатку протоколов необходимо, на панели инструментов выбрать ФАЙЛ — ПЕЧАТЬ. Кнопками на панели инструментов ◄ или ► выбирают необходимый протокол. Кнопкой Printer setup вызвать окно настройки принтера, выбрать необходимые протоколы. Кликнуть на кнопку ОК, затем на панели инструментов — Print.
Полученные протоколы также автоматически заносятся и сохраняются в папке Dump. Для того, что бы извлечь необходимые протоколы необходимо в окне ИМПОРТ ИЗ ФАЙЛА поставить значок и кликнуть на кнопку ПОЛУЧИТЬ.
Протоколов нет
Удаление протоколов сварок.
Данные
Вывод Удалить
УВЕРЕН ?
ДА Нет
Выбор осуществляется путем нажатия кнопки ►.
Очистка данных
ВНИМАНИЕ- имейте в виду после очистки протоколов из памяти аппарата, вам самостоятельно восстановить протоколы обратно будет невозможно. Восстановить утраченные протоколы, можно только на заводе-изготовителе или в уполномоченном сервисном центре.
Переполнение памяти протоколов сварок.
ПАМЯТЬ ЗАПОЛНЕНА
Затем аппарат переходит в меню стирания протоколов сварок (3.5.3).
ВНИМАНИЕ — ДЛЯ ПРЕДОТВРАЩЕНИЯ ПОТЕРИ ПРОТОКОЛОВ СВАРОК, ЕСЛИ ОНИ НЕОБХОДИМЫ, ТРЕБУЕТСЯ ВЫВЕСТИ ПРОТОКОЛЫ НА ПК И СОХРАНИТЬ ИХ В СООТВЕТСТВИИ С п.2.4.8.6.
После сохранения протоколов сварок необходимо выполнить стирание протоколов сварок в соответствии с п.2.4,8.9.
Режим функционирования СЕРВИС.
В режим функционирования СЕРВИС могут войти только представители завода-изготовителя и уполномоченных сервисных центров. Для входа в режим СЕРВИС необходим пароль доступа
Перегрев аппарата.
В процессе сварки полиэтиленовых труб большого диаметра и при
ОШИБКА 1 Т:ХХХХс
ПЕРЕГРЕВ МОДУЛЕЙ
Предупреждение: ни в коем случае не удерживайте кнопку более 2 сек. или не фиксируйте ее каким-либо образом (в сервисном центре это легко можно определить), т.к. при этом аппарат может выйти из строя. В этом случае Вы автоматически лишитесь гарантии.
4. Характерные неисправности и методы их устранения.
Характерные признаки неисправностей и методы их устранения приведены в таблице 11.
Технология сварки соединительными деталями
С закладным нагревателем
Сварку труб соединительными деталями с закладными нагревателями производят:
— при прокладке новых газопроводов, преимущественно из длинномерных труб (плетей) или в стесненных условиях;
— при реконструкции изношенных газопроводов методом протяжки в них полиэтиленовых труб (в том числе профилированных);
— при соединении труб и соединительных деталей с разной толщиной стенки или при толщине стенки менее 5 мм, или изготовленных из разных марок полиэтилена;
— для врезки ответвлений в ранее построенные газопроводы;
— для вварки трубной вставки в полиэтиленовые газопроводы;
— при строительстве особо ответственных участков газопровода (стесненные условия, пересечение дорог и пр.).
Для сварки труб соединительными деталями с закладными нагревателями применяют сварочные аппараты, работающие от сети переменного тока напряжением 230 В (190-270 В), от аккумуляторных батарей или от передвижных источников питания (мини-электростанций).
Технологический процесс соединения труб с помощью соединительных деталей с закладными нагревателями включает (рисунок 10):
— подготовку концов труб (очистка от загрязнений, механическая обработка — циклевка свариваемых поверхностей, разметка и обезжиривание);
— сборку стыка (установка и закрепление концов свариваемых труб в зажимах позиционера (центрирующего приспособления) с одновременной посадкой детали с ЗН, подключение детали с ЗН к сварочному аппарату);
— сварку (задание программы процесса сварки, пуск процесса сварки, нагрев, охлаждение соединения).
Для исключения неправильного распределения тепла внутри соединения, приводящего к сильному расплавлению полиэтилена, не рекомендуется превышать величину косого среза торца трубы а (рис.11), указанную в табл. 12.
Очистку концов труб от загрязнений производят так же, как при выполнении сварки встык. Концы труб, защищенных полипропиленовой оболочкой, освобождаются от нее с помощью специального ножа. Длина очищаемых концов труб должна быть, как правило, не менее 1,5 длины раструбной части применяемых для сварки деталей.
Рис. 10 — Схема соединения труб муфтой с закладным нагревателем:
а — подготовка соединяемых элементов; б, в, г — этапы сборки стыка; д — собранный под сварку стык; 1 — труба; 2 — метка посадки муфты и механической обработки поверхности трубы; 3 — муфта; 4 — закладной нагреватель; 5 — клеммы токопровода; 6 — позиционер;
7 — токоподводящие кабели сварочного аппарата.
Рис. 11.Схема подготовки торцов труб к сварке:
— максимальный допуск косого среза трубы; — максимальный зазор между двумя концами труб в муфте
Механическую обработку поверхности концов свариваемых труб производят на длину, равную не менее 0,5 длины используемой детали. Она заключается в снятии слоя толщиной 0,1-0,2 мм с поверхности размеченного конца трубы. Для труб диаметром до 75 мм, а также для удаления заусенец с торца трубы, как правило, применяется ручной скребок (цикля). Для труб диаметром более 75 мм, а также для труб, изготовленных из ПЭ 100 независимо от диаметра, рекомендуется использовать механический инструмент (торцовочную оправку), которая обеспечивает быстрое и равномерное снятие оксидного слоя с поверхности труб. Кольцевой зазор между трубой и соединительной деталью не должен, как правило, превышать 0,3 мм и после сборки на трубе должны быть видны следы механической обработки поверхности.
Для правильной центровки соединения после механической обработки на концы свариваемых труб наносят метки глубины посадки муфты (соединительной детали), равные половине ее длины.
Не рекомендуется превышать величину зазора между торцами труб в муфте е (рис.11), указанный в таблице 12.
Электромуфтовая сварка
Электромуфтовая сварка фитинга аппаратом “БАРБАРА-USB-Компакт”
Аппарат переходит в режим РАБОТА при простом его включении. Этот режим является основным. Здесь происходит ввод параметров конкретного сварочного цикла для одного соединения элементов трубопровода и собственно процесс сварки фитинга. Последовательность и набор операций зависит от выбранного сценария (режима) работы аппарата в режиме ПРОГРАММИРОВАНИЕ
Ниже представлена схема экранных форм при работе аппарата в режиме 2.
При работе с аппаратом для подтверждения введенных параметров и перехода к последующим этапам программирования нажимайте клавишу “VALID”, для отмены операции и возврата к предыдущим этапам – “STOP”.
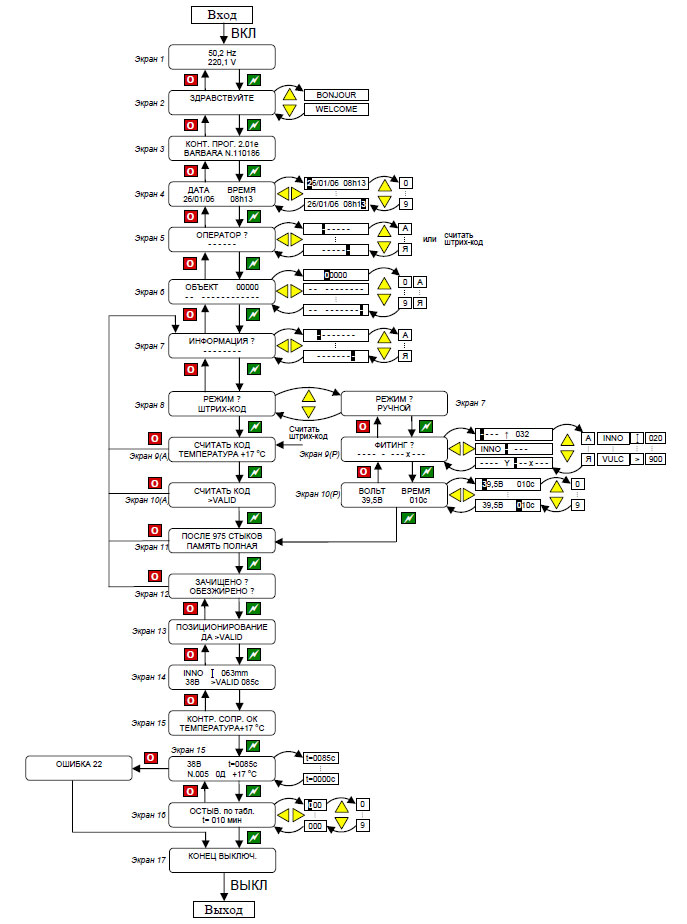
Экран 1. При включении аппарата на экране отображаются параметры напряжения источника питания – электросети или генератора.
Экран 2. Экран приветствия и выбора языка.
На данном этапе с помощью клавиш и необходимо выбрать язык, на котором в дальнейшем будет отображаться информация на дисплее. В аппарате предусмотрено три языка: русский, французский и английский
В зависимости от выбора сценария работы аппарата, экран приветствия и выбора языка может не появиться (режимы 4,5,6,7). Выбор языка возможен только в режимах 1, 2 и 3.

Экран 3. На данном этапе происходит контроль программного обеспечения аппарата и вывод на экран его версии. Также на экране отображается серийный номер аппарата.
Экран 4. Отображение / установка даты и времени.
На данном этапе происходит отображение текущих даты и времени. Также с помощью клавиш “вверх”, “вниз”, “вправо” и “влево” можно установить (изменить) дату и время.
Экран 5. Ввод идентификационных данных оператора.
Здесь вводятся идентификационные данные оператора (код оператора, либо фамилия и т.п.), который проводит сварку. Для этого отводится шесть символов.
Данные могут вводиться со штрих-кода (например, с личной магнитной карты оператора) или вручную с помощью клавиш “вверх”, “вниз”, “влево” и “вправо”, в зависимости от установок в режиме ПРОГРАММИРОВАНИЕ. Правила использования штрих-кода или магнитной карты указаны ниже.
Для автоматического ввода данных об операторе в аппарате предусмотрен ввод данных с 30-разрядного штрих-кода, стандартизированного нормами ISO. Такой штрих-код содержит следующую информацию:
- имя оператора;
- страна;
- организация;
- дата;
- уровень;
- язык;
- контроль.
Экран 6. Ввод данных об объекте.
Здесь вводятся данные об объекте (номер и название), на котором проводятся сварочные работы. Под номер отводится пять цифр, под название – два слова из двух и двенадцати символов. Данные вводятся вручную.
Экран 7. Ввод дополнительной информации.
Здесь вводится любая дополнительная информация по свариваемому стыку (например, тип фитинга: муфта, переход, отвод и т.п.). Для этого отводится восемь символов. Данные вводятся вручную.
Экран 8. Выбор режима ввода параметров фитинга и сварочного цикла.

На данном этапе с помощью клавиш и выбирается режим ввода данных фитинга и сварочного цикла – автоматический со штрих-кода, или вручную.
Ввод данных со штрих-кода
Для ввода параметров фитинга и сварочного цикла используется стандартизированный нормами ISO 24- и 26-разрядный штрих-код. 24-разрядный штрих-код. Он содержит следующую информацию:
- производитель фитинга;
- тип фитинга;
- диаметр;
- используемое напряжение для сварки – знаки 13-14;
- сопротивление закладных нагревателей (спиралей) – знаки15-17;
- время (длительность) сварки – знаки 19-21;
- контроль.
Параметры сварочного цикла указаны в документе ISO TC 138 GT 9 N 153.

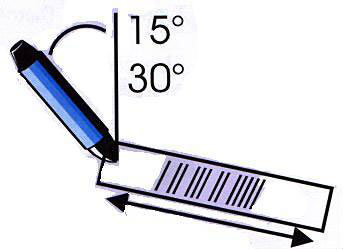
При считывании штрих-кода следует соблюдать следующие основные правила:
- поставить карандаш на белое поле (код можно считать справа налево, либо слева направо);
- угол наклона считывающего карандаша к плоскости штрих-кода от 15° до 30°;
- провести карандашом по всему штрих-коду, сильно не нажимать, как будто чертите слабую линию (примерно 0,5 секунды);
- в случае если с первого раза не удалось считать штрих-код, необходимо несколько раз повторить операцию.
Если в результате выполнения указанных действий считать код не удалось, необходимо ввести параметры фитинга и сварочного цикла вручную.
Экран 9(А). Считывание данных со штрих-кода и отображение температуры наружного воздуха.
На экране отображается температура наружного воздуха. Если она удовлетворяет нормам проведения сварочных работ, необходимо считать оптическим карандашом данные штрих-кода, руководствуясь вышеуказанными правилами использования штрих-кода. После удачного считывания штрих-кода на дисплее отображается экран 10(А) – подтверждение считанных данных.
Экран 10(А). Подтверждение считанных данных.
Для подтверждения считанных данных и перехода к следующему этапу задания параметров сварочного цикла необходимо нажать клавишу
Ручной ввод данных
Если нет возможности ввести параметры фитинга и сварочного цикла со штрих-кода, то необходимо использовать ручной ввод.
При выборе ручного режима на дисплее отображается экран 9(Р) – ручной ввод параметров фитинга.
Экран 9(Р). Ручной ввод параметров фитинга.
На данном этапе вводятся три параметра фитинга: производитель, тип и диаметр.
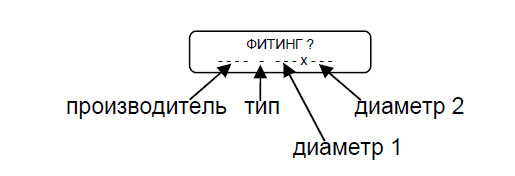
1. Производитель. Есть возможность выбрать производителя из числа запрограммированных в аппарате семнадцати основных производителей фитингов: INNOGAZ, FRIATEC, UPONOR, GEORG FISCHER, ALDYL, SIMONA, DURAPIPE, FUSION, PLASSON, EURO STANDART и т.п.
На дисплее названия производителей представляются в сокращенном виде:
- INNO EURO PLAS SIMO
- ALDY FRIA SLP VULC
- ALPH FUSA STGW
- C.P. +GF+ RMP
- DURA GIRP UPO
В случае если нужного производителя в списке нет, необходимо выбрать пункт с прочерками «—-» и ввести название производителя вручную.
2. Тип. Тип фитинга также выбирается из числа запрограммированных в аппарат. На дисплее типы фитингов представлены символами:
↑ : седловидное ответвление
I : муфта
] : заглушка
( : отвод
Y : переход (редукционная муфта)
Т : тройник
> : оболочка RAYTRANS
п : система Flip-Flop
3. Диаметр. Значение можно выбрать из числа запрограммированных в аппарате диаметров, либо ввести вручную, выбрав значение диаметра большее 315 мм.
Переход между вводом производителя, типа и диаметра фитинга осуществляется с помощью клавиш “влево” и “вправо”, а изменение параметров – с помощью клавиш “вверх” и “вниз”. Для подтверждения введенных параметров фитинга и для перехода к вводу параметров сварочного цикла нажмите клавишу “VALID”.
Экран 10(Р). Ввод параметров сварочного цикла.
На данном этапе вводятся напряжение, подаваемое на фитинг во время сварки, и время (длительность) сварки. Значение напряжения можно выбрать из списка запрограммированных, или ввести любое другое значение, изменив одно из стандартных.
Для подтверждения введенных параметров сварки и для перехода к следующему этапу нажмите клавишу “VALID”.
Экран 11. Информация об оставшейся свободной памяти в аппарате.
Барбара (Компакт) хранит информацию (протоколы) о параметрах проведенной сварки по каждому сварному стыку. На данном этапе аппарат определяет объем свободной памяти и предоставляет информацию, насколько еще стыков ее хватит.
Информация представленная на экране говорит о том, что в память можно еще записать данные о 975 стыках.
Экран 12. Напоминание о необходимости проведения работ по подготовке свариваемых деталей.
На данном этапе необходимо подготовить задействованную в сварке поверхность труб и при необходимости фитинга:
- проверить концы труб на отсутствие недопустимых повреждений, слишком большой овальности или кривизны;
- очистить полости труб от грунта, снега, камней и других посторонних предметов;
- обрезать концы труб под прямым углом;
- зачистить с помощью специального инструмента (ручного скребка или торцовочной оправки) свариваемые концы труб;
- обезжирить с помощью специальных салфеток свариваемые концы труб и при необходимости внутреннюю поверхность фитинга;
Для перехода к следующему этапу нажмите клавишу “VALID”.
Экран 13. Закрепление всего соединения в позиционере.
Аппарат напоминает, что на данном этапе происходит сборка, центровка и закрепление в позиционере труб и фитинга.
Экран 14. Контроль параметров и начало сварки.
Аппарат позволяет проконтролировать введенные параметры сварки (производитель, тип, диаметр фитинга, напряжение, подаваемое на фитинг и время сварки) и в случае согласия с ними начать процесс сварки.
Для перехода к сварке нажмите клавишу “VALID”.
Экран 15. Контроль сопротивления.
На данном этапе происходит контроль сопротивления закладных нагревателей фитинга и отображается температура наружного воздуха.
Экран 16. Отображение текущих параметров при сварке.
Во время процесса сварки на экране отображаются следующие параметры:
- заданное напряжение, подаваемое на фитинг;
- время, оставшееся до окончания сварки;
- номер стыка, свариваемого на этом аппарате;
- количество тепловой энергии, переданной фитингу;
- температура наружного воздуха, при котором начиналась сварка.
Для отображения текущих параметров, при которых происходит сварка, нажмите клавишу . При этом на экране отображаются реальные величины напряжения, силы тока и температуры наружного воздуха на данный текущий момент.
При успешном завершении сварки на экране появится надпись “ОК”.
При отмене процесса сварки с помощью клавиши “STOP”, аппарат выдает ошибку №22. В распечатку протокола также будет добавлена информация о преждевременном завершении процесса сварки.
Для перехода на следующий этап – этап остывания соединения – нажмите клавишу”VALID”.
Экран 17. Остывание соединения.
На данном этапе задается нормативное время остывания соединения из данных, считанных со штрих-кода на этапе задания параметров фитинга, либо вручную.
Для завершения процедуры сварки нажмите клавишу “VALID”.
Экран 18. Выключение аппарата.
Выключите аппарат с помощью тумблера включения, переведя его в положение ВЫКЛ.
Режим распечатки и передачи данных
Аппарат сохраняет в память информацию о параметрах проведенной сварки по каждому сварному стыку. Есть возможность получения этой информации в виде распечатки на бумаге, с помощью специального принтера, или передать ее на персональный компьютер с помощью USB флеш носителя.

Для распечатки хранящихся в памяти аппарата данных необходимо:
- Убедиться, что аппарат выключен, то есть тумблер включения находится в положении ВЫКЛ;
- Подсоединить к последовательному порту аппарата принтер;
- Включить принтер;
- Включить аппарат, переведя тумблер включения в положение ВКЛ.
После этого аппарат, распознав подключенный принтер, переходит в режим распечатки данных, схема экранных форм которого представлена ниже.
Первые четыре экранные формы такие же, как и в основном эксплуатационном режиме РАБОТА:
- параметры напряжения источника питания;
- приветствие и выбора языка;к
- онтроль программного обеспечения аппарата и вывод на экран его версии;
- отображение / установка даты и времени.
Если не требуется изменять язык, дату или время, то нужно пропустить эти этапы, нажимая на клавишу “VALID”, и перейти к экрану 5.
Экран 5. Подтверждение печати.
Для подтверждения печати нажмите клавишу “VALID”.
Экран 6. Выбор способа поиска нужной для печати информации.
Поиск необходимых записей по стыкам можно осуществлять по одному из четырех параметров – по объекту, по оператору, по дате, по номеру стыка в аппарате, либо выбрать для печати информацию по всем стыкам.

Для выбора способа отбора записей используйте клавиши и , для подтверждения нажмите “VALID”.
Экран 7. Ввод информации для отбора записей.
Отбор записей по объекту
Введите информацию об объекте (номер и/или название), по которому желаете распечатать данные, используя клавиши “вверх”, “вниз”, “влево” и “вправо”.
Отбор записей по оператору
Введите идентификационную информацию оператора, данные по которому желаете распечатать.
Отбор записей по дате
Введите дату или диапазон дат, когда были сварены стыки, информацию по которым вы желаете распечатать.
Отбор записей по номеру стыка
Введите номер или диапазон номеров стыков, записи которых хранятся в аппарате, информацию по которым вы желаете распечатать.
Для подтверждения нажмите клавишу “VALID”.
Экран 8. Выбор формы предоставления данных в распечатке.

Информация в распечатке может быть представлена в двух формах: в форме квитанции с подробной информацией по каждому стыку с описанием (слева) и в форме журнала с информацией по всем выбранным стыкам в краткой форме без подробного описания (справа).
С помощью клавиш “вверх” и “вниз” выберите необходимую форму представления данных и для начала печати нажмите клавишу “VALID”.
Экран 9. Печать
Во время печати на экране отображается надпись “печать”.
Экран 10. Обнуление памяти
После окончания печати аппарат предлагает стереть все записи в памяти.
При необходимости стереть все записи в памяти следует с помощью клавиш “вверх” и “вниз” выбрать слово “ДА” и нажать клавишу “VALID”. Все записи будут безвозвратно уничтожены!
Если происходит запрос на распечатку при отсутствии в памяти информации, аппарат выдает ошибку №14.
Если во время цикла сварки произошел сбой, номер соответствующей ошибки будет отражен в распечатке. Так, например, при преждевременной остановки процесса сварки, аппарат выдает ошибку №22. В распечатку протокола будет добавлена информация о преждевременном завершении процесса сварки.
Режим передачи данных на персональный компьютер
Предназначен для передачи протоколов сварки из внутренней памяти аппарата на персональный компьютер с помощью USB флеш накопителя.
Возможна несовместимость некоторых моделей флеш накопителей с аппаратом.
Для передачи данных необходимо:
- Убедиться, что аппарат выключен, то есть тумблер включения находится в положении ВЫКЛ;
- Подсоединить к USB порту аппарата флеш накопитель;
- Включить аппарат, переведя тумблер включения в положение ВКЛ.
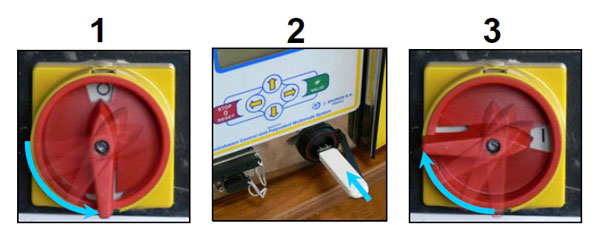
Схема экранных форм режима передачи данных.
После этого аппарат, распознав подключенный флеш накопитель (занимает несколько секунд), переходит в режим передачи данных, схема экранных форм которого представлена ниже.
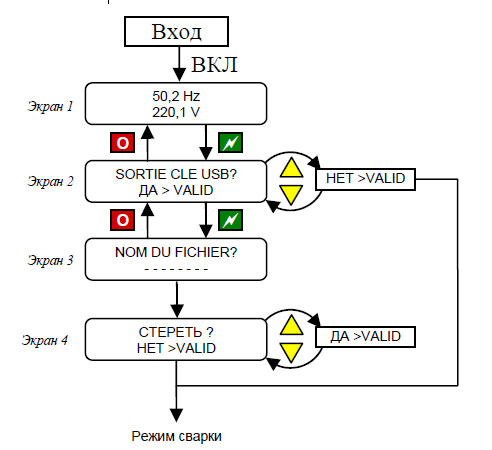
Для перехода к следующему этапу необходимо подождать несколько секунд, в течение которых аппарат распознает подключенный флеш накопитель, и нажать клавишу “VALID”.
В случае несовместимости флеш накопителя, аппарат переходит в обычный цикл задания параметров сварки.
Экран 2. Подтверждение передачи данных
Для подтверждения передачи данных выберите “ДА” и нажмите клавишу “VALID”, для отмены передачи выберите “НЕТ”.
Экран 3. Ввод имени файла.
На данном этапе необходимо ввести имя файла, который будет записан на флеш накопитель.
Экран 4. Обнуление памяти.
После окончания передачи данных аппарат предлагает стереть все записи в памяти.
Аппарат записывает на флеш накопитель файл формата *.csv. Для просмотра этого файла следует использовать программы, поддерживающие кодировку Кириллица DOS, такие как Microsoft Excel, Блокнот, настроенные на работу с файлами DOS, либо любые текстовые редакторы, работающие под операционной системой DOS.
При работе в операционной системе Windows допустимо, что не все русскоязычные символы будут отображаться правильно.
При записи файла сварочный аппарат не стирает информацию, находящуюся на флеш накопителе.
Основные неисправности сварочных инверторов и методы их устранения

Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Читайте также:
- Что прочнее эпоксидная смола или холодная сварка
- Сварочный инвертор igbt 250 pro
- Электрическая схема аргоновой сварки
- Сварочный стол с отверстиями
- Охлаждение горелки аргонной сварки
Сварочный аппарат БАРБАРА USB Компакт (16-1600мм) с протоколом
 с протоколом")
- Бренд: J.SAURON
- Диаметр аппарата: 1600 мм
- Описание
- Характеристики
- Отзывы
- Аксессуары
- Наши преимущества
Технические возможности аппаратов обеспечивают работу с фитингами любых производителей без ограничения диаметра. Прочный, надежный и защищенный корпус позволяет проводить работы в самых тяжелых полевых условиях. Параметры сварочного цикла вводятся автоматически считыванием стандартного штрих-кода фитинга, или используется ручной ввод данных.
Аппарат контролирует весь процесс сварки, регистрирует параметры сварки, возможные ошибки и сбои.
Протоколы сварки могут быть распечатаны на принтере или переданы на персональный компьютер, используя параллельный, последовательный или USB интерфейсы.
В работе аппарата используется традиционный принцип диалога с оператором, при котором оператор контролирует прохождение этапов сварочного цикла в зависимости от выбранного уровня степени прослеживаемости.
Технические параметры
Входное напряжение
180..270 В
Частота
45..65 Гц
Потребляемый ток
20 А макс.
Мощность
4,5 кВт
Выходное напряжение
8-48 В
Сила тока
97 А макс.
Диапазон рабочих температур
-20оС…+50оС
Корпус, степень защиты
IP54
Вес
19 кг
Габариты
295х285х282 мм
Барбара Компакт
Диаметры свариваемых труб, мм
16-1600
Ввод данных фитинга и оператора со штрихкода при помощи считывающего карандаша
да
Ручной ввод данных
да
Контроль процесса сварки
да
Протоколирование
да
Внутренняя память
970 протоколов
USB-интерфейс
да
Последовательный порт
да
Параллельный порт
да
Наконечники сварочных проводов 4.0 и 4.7 мм
да
Два больших кармана для принадлежностей
да
| Бренд: | J.SAURON |
| Диаметр аппарата: | 1600 мм |
| Страна производитель: | Франция |
| Вес: | 19 кг |
-
 автомат")
Сварочный аппарат ПИЛОТФЮЗ-250 (63-250) автомат2 300 000 ₽
-
Муфтовый сварочный аппарат для электрофитингов «ПРОТВА»192 000 ₽
-
Сварочный аппарат «БАРБАРА-ЦТФ» (16-1200мм) с протоколом529 000 ₽
 автомат")

 с протоколом")
- Бесплатная доставка
- Отгрузка по платежному поручению
- Авиадоставка
- Индивидуальный подход
- Срочная отгрузка запчастей
Скидка 5%
за отправку данной заявки
Остались вопросы ?
Наши специалисты помогут подобрать интересующую продукцию.

АППАРАТ ПРОТВА
для сварки полиэтиленовых труб
с помощью фитингов с закладными нагревателями
ПАСПОРТ И ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
С О Д Е Р Ж А Н И Е
1. Назначение 3
2. Технические характеристики 3
2.2. Нагрузочная характеристика 4
3. Комплектность 4
4. Свидетельство о приемке 5
5. Гарантии изготовителя 5
6. Требования к пользователям 5
7. Меры безопасности 5
8. Конструкция и органы управления 6
9. Порядок установки аппарата 7
10. Подготовка аппарата к работе 7
11. Порядок работы 7
12. Эксплуатация 8
12.1. Краткое описание меню 8
12.1.1. Основной пункт 8
12.1.2. Установка параметров 9
12.1.3 Установка даты и времени 9
12.1.4. Вывод архива данных 10
12.1.5. Дополнительные функции 10
12.2. Особенности работы в основных режимах 11
12.2.1. Установка параметров 11
12.2.2. Сварка 12
12.2.3. Установка даты и времени 15
12.2.4. Вывод данных 15
12.2.5. Стирание памяти 19
12.2.6. Регулировка контрастности дисплея 19
12.2.7. Выбор языка 20
13. Техническое обслуживание 21
14. Диагностика и устранение неисправностей 22
Приложения 23
______________________________________________________________________________________________
ПРОИЗВОДИТЕЛЬ:
ООО «Автоматизированное Оборудование для Сварки Трубопроводов» (ООО «АОСТ»)
121374, г. Москва, Можайское шоссе, д. 4, корп. 1. пом. 8.
Телефон: (495) 440-01-32, (910) 413-95-81.
www.protva.com
E-mail: aosvtrub@rambler.ru
1. Назначение.
Аппарат «ПРОТВА» предназначен для сварки полиэтиленовых труб с помощью полиэтиленовых фитингов с закладными нагревателями. Трубы применяются для транспорта газообразного топлива, а также воды и других жидкостей.
Аппарат «ПРОТВА» регулирует напряжение на клеммах электросварного фитинга, обеспечивая последний необходимым количеством энергии для правильного плавления полиэтилена и надежного сваривания контакта фитинг – труба. Аппарат позволяет работать с различными уровнями выходного напряжения и тока, что обеспечивает возможность использования фитингов разных производителей как российских, так и зарубежных.
Информация о параметрах фитингов и параметрах сварочного цикла находится в штрих-коде фитинга и вводится в аппарат автоматически при помощи считывающего устройства, что исключает возможность неверного ввода данных оператором. Аппарат «ПРОТВА» позволяет также использовать ручной ввод данных параметров фитингов и сварочного цикла.
Аппарат «ПРОТВА» обеспечивает протоколирование процесса сварки. В памяти аппарата хранится информация (протоколы) о параметрах проведенной сварки по каждому сварному стыку, которая содержит: параметры сварки, значение температуры окружающей среды, а также данные об объекте, операторе, информацию о производителе, типе и размере фитинга. Вся эта информация по каждому стыку может быть передана на компьютер или записана на переносной флеш накопитель через разъем USB на передней панели.
Аппарат имеет плавный запуск. Перед каждой сваркой вначале проверяется нагрузка на отсутствие короткого замыкания, далее проверяется сопротивление нагрузки. Проверка производится при низком выходном напряжении, парой коротких импульсов, не приводящих к увеличению температуры фитинга. При включении сварки напряжение подаётся не сразу, а постепенно, в течение 1 секунды плавно нарастает от минимального значения до заданного.
Компенсация температуры окружающей среды производится путём изменения времени сварки в соответствии с измеренной температурой и информацией, содержащейся в штрихкоде фитинга.
Аппарат «ПРОТВА» изготавливается согласно ТУ 2002-1 и в соответствии с ГОСТ Р ИСО 12176-2-2011.
Обозначение аппарата по ГОСТ Р ИСО 12176-2-2011 — P24US1VKADX, что означает:
Р2 — низкое напряжение питания (от 50 до 250В);
4 — выходная мощность больше 3 кВт, но меньше 4 кВт;
U — регулировка выходного напряжения;
S1 — очень низкое безопасное выходное напряжение (от 8 до 42 В);
V — изменяемые параметры сварки;
KA — ручной и автоматический ввод данных;
D — аппарат оснащен системой для считывания данных;
Х — многоцелевой (работает с фитингами разных производителей).
2. Технические характеристики.
2.1. Технические характеристики приведены в таблице 1.
Таблица 1
| Технические характеристики | Единицы измерения | Значение |
| Диапазон изменения выходного напряжения | В | 8 — 48 |
| Дискретность изменения выходного напряжения | В | 0.1 |
| Отклонение напряжения от заданной величины | % от *номинального значения | не более
± 1.5 |
| Максимальный ток нагрузки | А | 100 |
| Погрешность индикации тока | % от максимального значения | не более ± 1,5 |
| Диаметр свариваемых муфт | мм | 20 — 400 |
| Диапазон сопротивлений закладных нагревателей | Ом | 0,2 — 10 |
| Диапазон задания времени нагрева | с | 1 — 9999 |
| Дискретность задания времени нагрева | с | 1 |
| Отклонение времени нагрева от заданной величины | с | не более 0.1 |
| Используемый штриховой код | Interleaved 2 of 5 | |
| Число сварочных циклов, одновременно хранимых в памяти | 6000 | |
| Время хранения информации в памяти | лет | неограниченно |
| Погрешность часов реального времени | с за сутки | не более ± 10 |
| Время установления рабочего режима | с | 30 |
| Напряжение питания:
40 < Uвых < 48 8 < Uвых < 40 |
В |
200 – 253 187 — 253 |
| Частота питающей сети | Гц | 47 — 63 |
| Предельно допустимое, кратковременное, напряжение питания | В | 280 |
| Технические характеристики | Единицы измерения | Значение |
| Допустимое время действия предельного напряжения питания | Мин | 15 |
| Номинальная мощность генератора
D20 – D063 D110 – D180 D225 – D400 |
КВА |
2 3 4,5 |
| Потребляемая мощность при максимальной нагрузке, | КВА | не более 4.5 |
| Режим работы аппарата | повторно-кратковременный | |
| Погрешность датчика контроля температуры отгружающего воздуха | С | ± 1 |
| Рабочий диапазон температуры окружающей среды | С | -20 — +40 |
| Габаритные размеры с защитной рамой | мм | 270×410×270 |
| Масса аппарата с защитной рамой и кабелем | Кг | 18 |
| Средняя наработка на отказ | Ч | не менее 1000 |
| Средний срок службы | лет | не менее 10 |
* За номинальное значение, в соответствии с ГОСТ Р ИСО 12176-2-2011, принята величина выходного напряжения, равная 75% от максимального выходного напряжения.
2.2. Рабочий цикл аппарата по ГОСТ Р ИСО 12176-2-2011 приведен на рис 1.
Рис. 1
Рабочий цикл аппарата «ПРОТВА»
3. Комплектность.
Комплект поставки соответствует указанному в таблице 2.
Таблица 2.
| Наименование и условное
обозначение |
К-во
шт. |
Примечание |
| Аппарат для сварки полиэтиленовых труб «ПРОТВА». | 1 | |
| Паспорт и инструкция по эксплуатации | 1 | |
| Принадлежности:
Считыватель штрихового кода. Переходные соединители. Сумка для переноски. Предохранитель 25А Предохранитель 0,16А USB накопитель |
1 4 1 1 1 1 |
4. Свидетельство о приемке.
Аппарат для сварки полиэтиленовых труб «ПРОТВА» номер _________ прошел приемо-сдаточные испытания и признан годным к эксплуатации.
Дата выпуска _______________________
Представитель ОТК _________________
Свидетельство о продаже
Организация __________________________________________
Дата продажи _______________________
Представитель_______________________
5. Гарантии изготовителя.
5.1. Гарантийный срок эксплуатации аппарата составляет 12 месяцев с даты продажи.
5.2. Безвозмездный ремонт или замена аппарата в течение гарантийного срока эксплуатации производится при условии соблюдения потребителем правил эксплуатации, транспортирования и хранения.
5.3. Срок службы аппарата – не менее 10 лет.
5.4. Адрес изготовителя: 121374, г. Москва, Можайское шоссе, дом 4, к. 1, пом. 8
ООО «Автоматизированное Оборудование для Сварки Трубопроводов» (ООО «АОСТ»)
Телефон: (495) 440-01-32, (910) 413-95-81.
5.5. Ежегодное диагностирование и проверка, гарантийное обслуживание и ремонт производится по адресу:
ООО «Автоматизированное Оборудование для Сварки Трубопроводов» (ООО «АОСТ»)
121374, г. Москва, Можайское шоссе, дом 4, к. 1, пом. 8
Телефон: (495) 440-01-32, (910) 413-95-81.
www.protva.com
E-mail: aosvtrub@rambler.ru
6. Требования к пользователям.
Оператор должен иметь соответствующую квалификацию. Только специально обученный, квалифицированный и имеющий разрешение оператор может быть допущен к работе на данном аппарате. Оператор несет ответственность за третьих лиц, находящихся в рабочей зоне. Оператор должен прочесть и усвоить правила эксплуатации.
7. Меры безопасности.
Аппарат «Протва» соответствует требованиям ТР ТС 004/2011 «О безопасности низковольтного оборудования».
Прежде чем приступить к работе с аппаратом, необходимо тщательно ознакомиться с паспортом и правилами по эксплуатации.
Через каждые 12 месяцев эксплуатации аппарата, а также после хранения свыше 12 месяцев на складе производится проверка аппарата в соответствии с технической документацией.
Извлеките прибор из упаковки, проведите внешний осмотр, очистите от пыли, проверьте комплектность и выдержите в эксплуатационных условиях в течение двух часов.
Меры безопасности при обслуживании аппарата.
При эксплуатации аппарата должны выполняться правила электробезопасности, т.к. на него подается переменное напряжение 220 В. Обслуживающий и ремонтный персонал должен руководствоваться в работе документом «МЕЖОТРАСЛЕВЫЕ ПРАВИЛА ПО ОХРАНЕ ТРУДА (ПРАВИЛА БЕЗОПАСТНОСТИ) ПРИ ЭКСПЛУАТАЦИИ ЭЛЕКТРОУСТАНОВОК» ПОТ РМ 016-2001 РД 153-34.0-03.150-00
К обслуживанию аппарата и управлению во время работы допускаются лица:
— имеющие соответствующую квалификацию;
- знающие правила эксплуатации данного аппарата и изучившие настоящий паспорт;
- знающие правила техники безопасности;
Для безопасной работы необходимо выполнять следующие правила:
— включение аппарата в сеть производить только через розетку с заземляющим контактом;
— для дополнительной защиты при питании аппарата от стационарной сети клемму ЗЕМЛЯ аппарата соединить с защитным заземлением;
— следить за исправностью кабелей и качеством контактов;
- аппарат должен устанавливаться на сухое рабочее место;
- не допускается попадание воды внутрь аппарата.
Запрещается:
— работать с аппаратом при сломанной или демонтированной сетевой вилке;
— использовать электрические кабели с поврежденной изоляцией или плохим соединением;
- наступать на соединительные кабели или тянуть за них;
— работать при снятых передней и задней панелях с включенным напряжением питания;
- оставлять работающий аппарат без присмотра;
- производить ремонтные и регулировочные работы с электрической частью аппарата в полевых условиях,;
- касаться незащищенными частями тела неизолированных частей контактов силового кабеля, включенного в сеть аппарата.
8. Конструкция и органы управления.
Органы управления аппаратом, соединительные разъемы, клемма заземления, элементы конструкции и кабели представлены на рис 2., и рис 3.

Рис.2. Аппарат «ПРОТВА» вид спереди.
1. Корпус. 2. Защитный каркас. 3. Амортизатор. 4. Оптический карандаш для считывания ШК (в чехле).
5. Разъём USB для переносного флеш накопителя (закрыт крышкой). 6. Разъём RS232 для связи с персональным компьютером (закрыт крышкой). 7. Датчик температуры окружающего воздуха.
8. Индикатор. 9. Сетевой выключатель. 10. Кнопка «СТАРТ». 11. Кнопка «СТОП». 12. Кнопка «ВПЕРЁД».
13. Кнопка «НАЗАД» 14. Кнопка «БОЛЬШЕ». 15. Кнопка «МЕНЬШЕ».

Рис.3. Аппарат «ПРОТВА» вид сзади.
1. Сетевой кабель. 2. Предохранитель 25А.
3. Предохранитель 0,16 А. 4. Клемма заземления. 5. Силовой кабель.
6. Табличка с номером аппарата, годом выпуска и кодами брака.